|
|
Категория:
Пружины Далее: Полирование пружин Выше было указано, что пружины, навитые из нержавеющей проволоки, в обязательном порядке подвергаются термической обработке с целью повышения прочностных и упругих характеристик металла и уменьшения остаточной деформации. Термически обработанные пружины обладают лучшей стабильностью в условиях их эксплуатации. Термическая обработка пружин из нержавеющей стали марки 1Х18Н9Т (ГОСТ 5632—61) заключается в их отпуске путем нагрева с последующим охлаждением на воздухе. Нагрев пружин производится в электрических печах с воздушной атмосферой, при этом для более равномерного прогрева желательно применение печей с вентилятором или жидких сред. Для предупреждения коробления пружины укладываются в специальные приспособления и устанавливаются в печах на специальную подставку, находящуюся от пода печи на расстоянии не менее 30мм. Не следует производить нагрев пружин непосредственно на поду печи. Спай термопар, контролирующих температуру нагрева, должен находиться в непосредственной близости к пружинам. При термической обработке большого количества пружин отпуск их целесообразнее производить в жидких средах, например в масле, чем обеспечивается более равномерный прогрев их и тем самым улучшение упругих свойств.
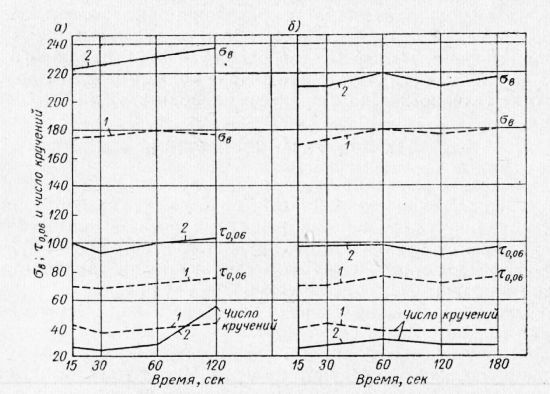
Рис. 1. Сравнительные кривые
Рис. 2. Сравнительные кривые Проволока из нержавеющей стали следующего химического состава: 0,11% С, 0,55% Si, 1,35% Мл, 17,4% Сг, 10,4% Ni и 0,48% Ti (что соответствует марке 1Х18Н9Т) и опытные партии пружин, навитые из этой проволоки, были подвергнуты отпуску в электропечах с воздушной атмосферой при различных температурах и различной по времени выдержке. Измерение свободной высоты и диаметра пружин производилось штангенциркулем и микрометром. Оба инструмента 1-го класса точности. Данные опытов свидетельствуют, что временное сопротивление растяжению и предел упругости при кручении проволоки увеличиваются, что особенно важно, так как они обеспечивают снижение остаточной деформации пружин и способствуют лучшей их стабильности. Числа кручений в пределах температур до 600 °С несколько уменьшаются, но все-таки остаются достаточно высокими по сравнению с нормами ТУ ОП 55—59. Уменьшение свободной высоты и увеличение диаметра пружины после отпуска тем больше, чем больше температура нагрева и время выдержки. Данные опытов также показывают, что за оптимальную температуру отпуска можно принять температуру 460 ± 20° С, а выдержку при данной температуре можно ограничть 20—30 мин после прогрева, в зависимости от диаметра проволоки, при этом, естественно, чем больше диаметр проволоки, тем больше время выдержки пружин при нагреве. Изменение свободной высоты и наружного диаметра пружины в результате их отпуска должно учитываться при отработке технологического процесса навивки пружин на опытной партии, Реклама:Читать далее:Полирование пружинСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|