|
|
Категория:
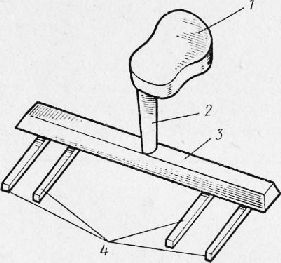
Литейное производство Литниковой системой называют совокупность каналов и резервуаров, по которым жидкий металл из ковша поступает в полость литейной формы. Литниковая система оказывает существенное влияние на качество отливок; неправильно сконструированная или неправильно рассчитанная она может явиться причиной брака отливок. Основными элементами литниковой системы являются следующие. Литниковая воронка или чаша — резервуар, предназначенный для приема жидкого металла из ковша, частичного удержания шлака (в чаше) и передачи металла в стояк. Стояк — вертикальный (иногда наклонный) канал круглого, овального или иного сечения, предназначенный для передачи металла из чаши (воронки) к другим элементам литниковой системы (шлакоуловителю, питателям).
Рис. 1. Элементы литниковой системы
Литниковый ход, называемый «шлакоуловителем» для чугунного литья и коллектором для цветного, — это горизонтальный канал предназначенный для удержания шлака и передачи металла стояка к питателям. Питатели (литники) — каналы, предназначенные для передачи металла непосредственно в полость формы.
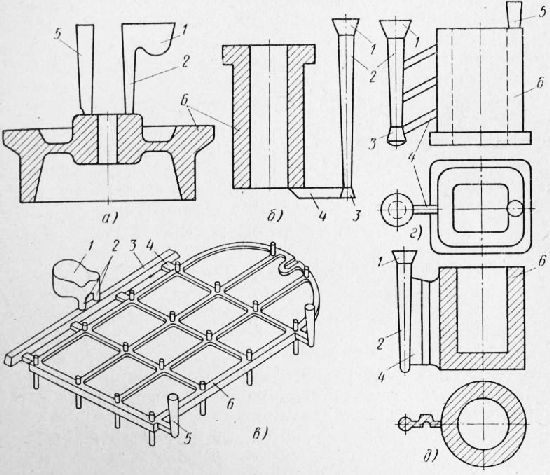
Рис. 2. Типы литниковых систем:
1 — чаша (воронка); 2 — стояк; 3 — литниковый ход; 4 — питатель; 5 — выпор; 6 — отливка
Литниковые системы делят на пять основных типов: Гип литниковой системы выбирают в зависимости от вида металла, конструкции отливки, положения ее при заливке и т. д. Всегда стремятся к тому, чтобы при обеспечении необходимого качества отливки расход металла на литниковую систему был наименьшим. При соблюдении указанного условия повышается выход годного литья (отношение расхода металла на отливку к общему расходу металла с учетом литниковой системы и прибылей). Верхняя литниковая система наиболее проста по конструкции, легко выполнима, требует незначительного расхода на нее металла. Она создает наиболее благоприятные условия для питания отливки, т.е. создает нужное для направленной кристаллизации распределение температур — повышение температур от нижней части отливки к верхней. Однако верхняя литниковая система имеет существенный недостаток, а именно, при падении струи металла с большой высоты размывается форма, образуются засоры; металл окисляется, разбрызгивается, в нем увеличивается количество неметаллических включений. К тому же верхняя литниковая система не обеспечивает задержание шлака. Поэтому ее применяют для низких отливок небольшой массы, простой конфигурации, с малой и средней толщиной стенок. Нижняя (сифонная) литниковая система обеспечивает спокойное заполнение формы, устраняет опасность размывания стенок и образования засоров. Однако нижний подвод металла создает неблагоприятное распределение температур по объему металла отливки (так как горячий металл поступает снизу), способствует развитию местных разогревом и внутренних напряжений. Сифонная литниковая система сложна в изготовлении и требует повышенного расхода металла, применяется обычно для отливок средней и большой массы значительной высоты, с большой толщиной стенок. Подвод металла по разъему является одним из самых распространенных способов заливки форм различных отливок, особенно отливок, плоскость симметрии которых совпадает с плоскостью разъема формы. Боковая литниковая система, уменьшая (по сравнению с верхней) высоту падения металла и возможность разрушения формы, вместе с тем ухудшает условия кристаллизации и увеличивает расход металла. Она применяется для отливок небольшой высоты, средней массы, больших размеров; широко используется при машинном способе изготовления форм. Ярусная литниковая система применяется для крупных, тяжелых отливок. Она обеспечивает лучшее питание отливки, чем сифонная литниковая система. Ярусы системы должны подавать металл в полость формы последовательно, снизу вверх. Ярусная литниковая система наиболее сложна в выполнении и требует наибольшего расхода металла. Вертикально-щелевая литниковая система, обеспечивающая спокойное заполнение формы при сохранении направленности затвердевания, используется для литья цветных сплавов. Дождевая литниковая система применяется в основном для отливок цилиндрической формы. Металл из стояка попадает в кольцевой коллектор, из которого через питатели, расположенные по окружности на равном расстоянии друг от друга, тонкими струйками равномерно заполняет расположенную ниже полость формы. Металл при этом не должен разбрызгиваться, так как капли металла быстро затвердевают, окисляются и не свариваются с основным металлом, образуя дефекты в отливках, называемые королевами, Помимо выбора типа литниковои системы, большое значение имеет выбор места подвода питателей к отливке. В зависимости от свойств сплава, конструкции отливки (габаритных размеров, толщины стенки) при подводе металла стремятся обеспечить либо направленное затвердевание, либо одновременное равномерное охлаждение различных частей отливки. Для отливок с толстыми стенками, массивными узлами, склонных к образованию усадочных раковин, необходимо создавать условия направленной кристаллизации. Это достигается не только соответствующим расположением отливки в форме, когда более массивные части располагаются над тонкими, но и соответствующим подводом металла к наиболее массивным частям отливки. Такой подвод металла усиливает эффект направленного затвердевания. Поэтому сталь, имеющая большую усадку и пониженную жидкотекучесть, подводится в толстое сечение под прибыли с тем, чтобы разогреть форму около прибыли и улучшить питание затвердевающей отливки. Также поступают при изготовлении отливок из специальных бронз, латуней, некоторых алюминиевых сплавов. Иногда сталь заливают непосредственно через прибыли. Однако, если вследствие чрезмерно большой разницы в скоростях охлаждения отдельных частей отливки возникает опасность появления напряжений и трещин, то для ослабления разницы в скоростях охлаждения металл подводят в менее массивные части отливки. Одновременное и равномерное затвердевание и охлаждение отливки достигается подводом металла в тонкие части отливки и соответствующим расположением питателей, обеспечивающим симметричное и равномерное заполнение формы. При этом уменьшается опасность образования внутренних напряжений, коробления и трещин. Подобный подвод металла применяют при изготовлении отливок большой протяженности со стенками различной толщины. Сужающиеся литниковые системы лучше улавливают шлак, уменьшают инжекцию воздуха, увеличивают линейную скорость прохождения металла через каналы литниковой системы. Их применяют при литье сплавов, не склонных к окислению, образующих непрочные окисные пленки. Расширяющиеся литниковые системы уменьшают скорость движения металла, обеспечивают спокойное заполнение полости формы без окисления металла. Их применяют при литье сплавов, склонных к окислению, образующих прочные окисные пленки. Реклама:Читать далее:Особенности литниковых систем для различных сплавовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|