|
|
Категория:
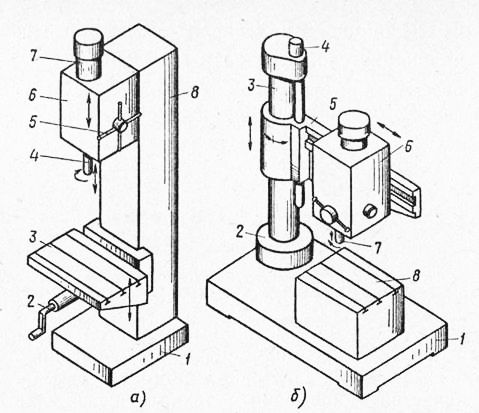
Сверление металла Под сверлением понимают метод формообразования внутренних цилиндрических поверхностей в сплошном материале заготовки с помощью сверла. Сверление является единственным технологическим методом резания, который позволяет получать отверстия в сплошном слое материала заготовки. На сверлильных станках также обрабатывают уже имеющиеся в заготовках отверстия в целях получения заданной формы, размера и шероховатости таких отверстий. Обработку на сверлильных станках ведут многолезвийным режущим инструментом, что обеспечивает высокую производительность. Сверлильные станки подразделяют на следующие типы: вертикально-сверлильные; радиально-сверлильные; для глубокого сверления; центровальные и многошпиндельные. В инструментальных цехах машиностроительных предприятий наибольшее распространение имеют вертикально- и радиально-сверлильные станки, являющиеся универсальными. Одной из важнейших технических характеристик сверлильного станка является наибольший условный диаметр сверления, равный максимальному диаметру отверстия, которое можно просверлить на этом станке, используя стандартное спиральное сверло, в сплошной заготовке из стали с пределом прочности ов = = 500-600 МПа. Для вертикально-сверлильных станков, имеющих колонну, этот диаметр равен 18—75 мм, а для настольных сверлильных станков — до 12 мм. На рис. 1, а показан вертикально-сверлильный станок агрегатной компоновки. На его фундаментной плите установлена полая колонна. По ее вертикальным направляющим вручную (маховичком 2) перемещают стол, на котором устанавливают заготовку. Шпиндель смонтирован в сверлильной головке ему сообщается вращательное и вертикальное прямолинейное поступательное движения. Последнее осуществляется вручную (маховиком 5) или автоматически. В шпинделе устанавливают режущий инструмент. В сверлильной, головке размещены механизмы привода вращательного и поступательного движения шпинделя, электродвигатель и механизмы управления станком. Сверлильная головка может перемещаться вручную по вертикальным направляющим колонны. Требуемое взаимное положение сверлильной головки и стола устанавливают (с учетом габарита заготовки) перед началом обработки, после чего это положение фиксируют. Внутри колонны располагается противовес, уравновешивающий сверлильную головку.
Рис. 1. Общий вид вертикально-сверлильного (а) и радиально-сверлильного (б) станков
Для того чтобы начать обработку каждого последующего отверстия, заготовку переустанавливают на столе так, чтобы ось инструмента совпадала с осью обрабатываемого отверстия. Поэтому обработка на вертикально-сверлильных станках крупногабаритных тяжелых заготовок с большим числом отверстий связана со значительными затратами труда и времени. Во избежание указанных затрат для обработки тяжелых и сложных заготовок целесообразно использовать радиально-сверлильные станки (условный диаметр сверления до 100 мм), обеспечивающие точное и быстрое перемещение инструмента относительно неподвижной заготовки и установку его в требуемое место. Радиально-сверлильный станок состоит из фундаментной плиты, на которой установлена тумба с неподвижной колонной. На нее надета гильза, которая может поворачиваться относительно колонны на 360°. По гильзе, как по направляющей, перемещается (с помощью специального привода) в вертикальном направлении рукав, по горизонтальным направляющим которого движется сверлильная головка. Внутри головки смонтированы коробки скоростей и подач и узел шпинделя, а на передней панели головки расположены органы управления станком. Шпиндель может вращаться вокруг своей оси и перемещаться в вертикальном направлении. Заготовку устанавливают на столе 8 или непосредственно на фундаментной плите. Перед началом обработки гильзу, рукав и сверлильную головку перемещают так, чтобы установить инструмент в требуемое положение относительно заготовки. В этом положении указанные узлы фиксируют с помощью соответствующих механизмов, расположенных в нижней части гильзы, над тумбой и в сверлильной головке. Затем включают вращение шпинделя, его вертикальную подачу и производят обработку. Реклама:Читать далее:Кинематическая схема вертикально-сверлильного станкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|