|
|
Категория:
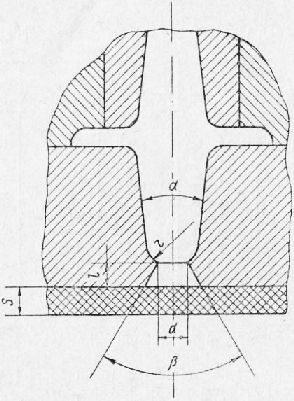
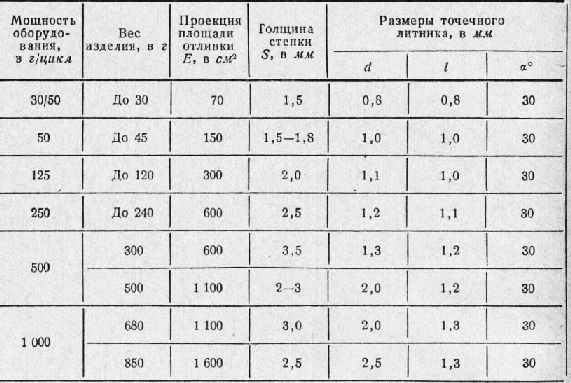
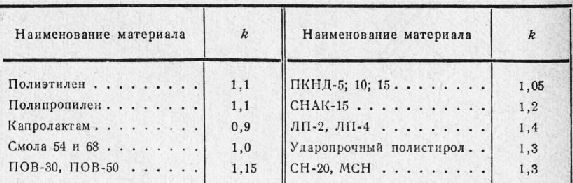
Пресс-формы Конструктивно точечные литники отличаются от обычных меньшим сечением и высотой. При наличии нескольких формующих полостей подвод материала к ним производится непосредственно из запорного крана машины. Для этого на материальный цилиндр машины надевается и крепится специальная насадка, имеющая несколько запорных кранов (по числу формующих полостей). Правильно спроектированные формы безлитникового литья с достаточной системой охлаждения имеют высокую производительность, нередко превышающую пластификационную способность обычных поршневых литьевых машин. Так, при литье из полистирола изделия в виде неглубокой коробки с общей площадью литья 500 см2, толщиной стенок 2 мм и весом 230 з продолжительность цикла литья при диаметре точечного литника 1,2 мм составляет 22 сек. С увеличением вязкости материала увеличивается диаметр наименьшего сечения литника d, а длина впускного литника уменьшается, но она не должна быть менее 0,8 мм. Размеры точечных литников для других материалов могут быть определены путем использования эмпирического коэффициента k, учитывающего отношение вязкости материалов к вязкости полистирола.
Рис. 1. Конструкция точечного литника
Таблица 1 Таблица 2 Таблица 3 Таблица 4 Таблица 5 Реклама:Читать далее:Удаление литников из центрального литьевого каналаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|