|
|
Категория:
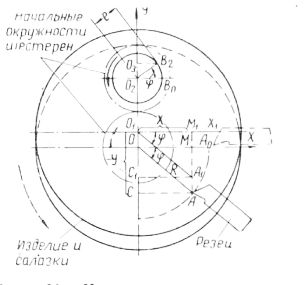
Модернизация металлорежущих станков Далее: Вихревое нарезание резьбы Обтачивание эллиптических заготовок специальных шестерен и овальных валиков, а также растачивание эллиптических отверстий может производиться на универсальных токарных станках после дополнения их планетарными механизмами, сообщающими изделиям движение относительно невращающегося резца по замкнутым эллиптическим кривым. Кинематическая схема подобного механизма предлагается на рис. 1. Вокруг оси О вращается закрепленный на шпинделе станка диск корпуса приспособления. Вместе с корпусом вращению подвергаются две детали: установленные на продольных направляющих корпуса дисковые салазки, выполненные в виде ласточкина хвоста (на них закрепляется изделие), и установленная на оси 0.2 верхняя шестерня. Кроме совместного вращения вместе с корпусом, эти две детали приспособления имеют еще дополнительные перемещения: верхняя шестерня, поворачиваясь вокруг собственной оси 02> обкатывается по неподвижной центральной шестерне, а салазки совершают поступательно-возвратное перемещение по продольным направляющим под воздействием кривошипа верхней вращающейся шестерни. Так как числа зубьев верхней и центральной шестерен одинаковы, то за один оборот корпуса (что соответствует одному обороту шпинделя станка) кривошип верхней шестерни сообщит вращающимся салазкам и закрепленному на них изделию один прямолинейный двойной ход, равный двойному эксцентрицитету е кривошипа. Таким образом, изделие будет не только вращаться. За один свой оборот оно сдвинется относительно оси шпинделя по прямому и обратному направлению вдоль хода салазок на величину двойного эксцентрицитета е. При этом вместо окружности, которую описал бы резец на изделии, закрепленном в обычном патроне, резец опишет замкнутую кривую, вытянутую вдоль хода салазок. Эта кривая является эллипсом, что видно из следующего доказательства (см. рис. 68). При включении шпинделя станет вращаться против часовой стрелки корпус. Вместе с корпусом будет обкатываться и вращаться верхняя шестерня с кривошипом, вращаться и прямолинейно перемещаться вдоль направляющих (по оси Y) салазки с изделием. Резец при этом устанавливается по центру изделия. Он не вращается, его вершина находится в точке А0. Чтобы определить профиль действительного пути резца по поверхности изделия, применим метод математической инверсии и мысленно поменяем местами взаимодвижущиеся элементы системы. Допустим, что неподвижные резец и центральная шестерня стали вращаться, а вращающиеся элементы системы—корпус, салазки и верхняя шестерня остановились. Ясно, что при этом относительные перемещения не изменятся.
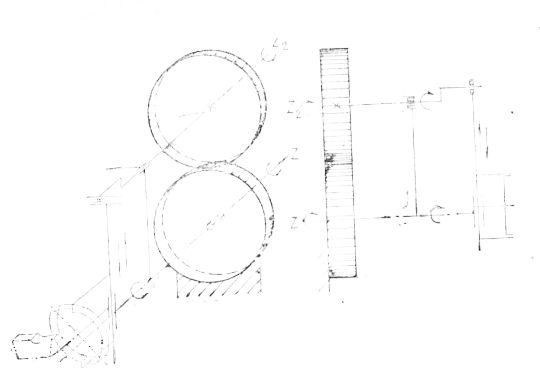
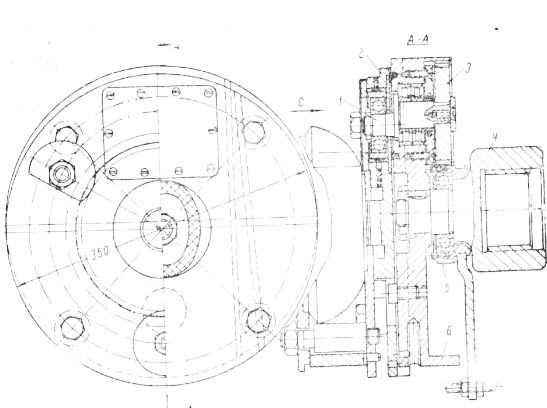
Рис. 1. Кинематическая схема приспособления для обработки эллиптических поверхностей. Таким образом доказано, что предложенная кинематическая схема обеспечивает обтачивание или растачивание поверхностей вращения, имеющих в поперечном сечении эллипс. Разница между большой и малой полуосями эллипса определяется величиной эксцентрицитета кривошипа верхней вращающейся шестерни. Конструктивно эксцентрицитет кривошипа может быть выполнен постоянным или регулируемым. В последнем случае диапазон обработки расширяется. Рассмотренный принцип обработки эллиптических поверхностей вращения положен в основу специального планетарного приспособления конструкции токаря Бийского котельного завода им. В. П. Репина. Кинематическая схема этого приспособления, названного автором эллипсорезом, дана на рис. 2. При вращении шпинделя станка поворачивается нижний вал с изделием. Последнее получает также поступательно-возвратные прямолинейные перемещения, необходимые для «растягивания» профиля круга в эллипс. Для этой цели служит внутреннее вертикальное водило, заставляющее обкатываться по неподвижной центральной шестерне верхнюю шестерню. Эта шестерня, вращаясь и обкатываясь, поворачивает свой кривошип, вызывая дополнительное поступательно-возвратное перемещение вращающихся салазок и закрепленного на них изделия, в котором растачивается эллипсное отверстие. Конструкция приспособления изображена на рис. 3. Изделие, в торце которого растачивается эллипсное отверстие, прихватами прижато к салазкам. Планшайба, навернутая на шпиндель станка, жестко связана с корпусом, в теле которого на роликоподшипниках смонтирован валик верхней шестерни. Другой конец валика представляет собой кривошип, передвигающий во время своего вращения по направляющим корпуса (по «ласточкину хвосту») салазки с изделием. При вращении шпинделя планшайба передает его движение корпусу, который обкатывает верхнюю шестерню по центральной неподвижной шестерне.
Рис. 2. Кинематическая схема эллипсореза.
Рис. 3. Эллипсорез конструкции В. П. Репина. Приспособления рассмотренного типа могут быть рекомендованы для обработки деталей, имеющих эллипсы с небольшой разностью размеров полуосей, т. е. не сильно вытянутых. В случае обточки деталей, имеющих большую разность размеров полуосей для сохранения оптимальных значений кинематических углов резания, потребуется дополнить станок следящим механизмом поворота резца, что применяется, например, при обточке профиля кулачков распределительных валов на специальных копировальных станках. Точение поверхностей вращения с другими криволинейными очертаниями потребует создания особых механизмов соответственно математическому уравнению кривых их профиля. Более доступным решением в этом случае будет точение профиля деталей по копирам на станках, оснащенных следящими системами. Реклама:Читать далее:Вихревое нарезание резьбыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|