|
|
Категория:
Модернизация металлорежущих станков Далее: Изделия типа «шар в шаре» Многогранники изготовляются обычно из заготовок круглого сечения на фрезерных или зубофрезерных станках. Однако в ряде случаев точение многогранников на токарных станках, дополненных специальными устройствами, оказывается более производительным . В настоящее время определилось 3 способа точения многогранников: На Уралмашзаводе им. С. Орджоникидзе проведена комплексная модернизация токарного станка модели 1Д63 для растачивания многогранных отверстий.
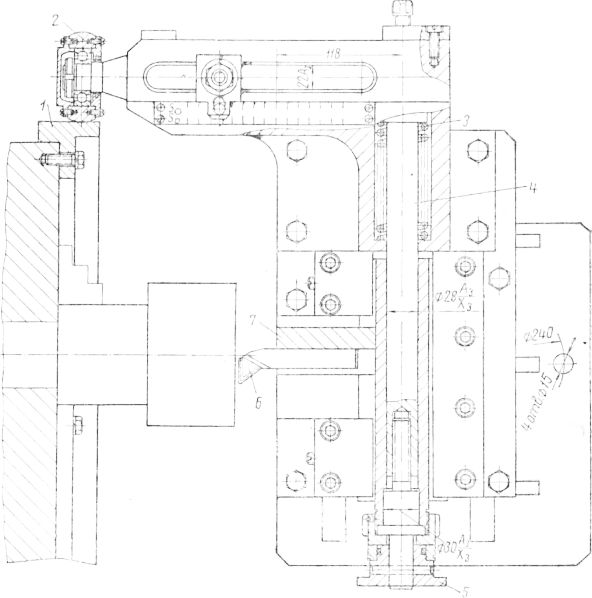
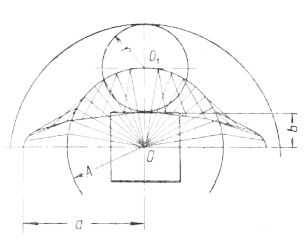
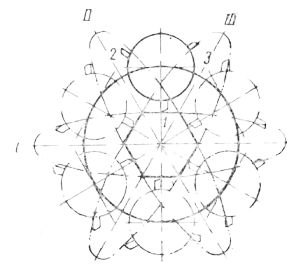
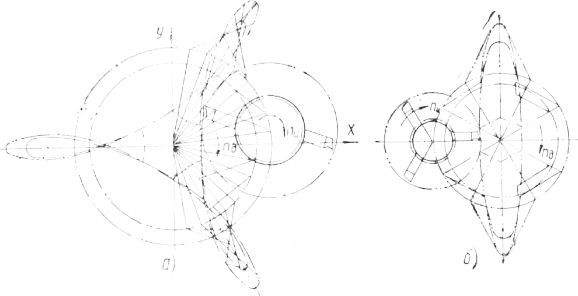
Рис. 1. Копирное приспособление для расточки многогранников. При растачивании многогранного отверстия суппорт с приспособлением подводится до соприкосновения следящего ролика с копиром в самой низкой точке его профиля. Затем вращением маховичка резец доводится до соприкосновения с предварительно расточенной поверхностью детали. Включаются скорость и подача. Деталь и копир вращаются с относительно небольшой скоростью (45—60 об/мин.). Непрерывно поджимаемый пружиной к поверхности копира ролик следит за изменениями его профиля и передает их через штангу и державку резцу. Для повышения точности обработки копир изготовляют в десятки раз большей величины, чем изделие. В результате этого в процессе обработки в соответствующее число раз уменьшаются погрешности исполнения задающего профиля. Растачивание многогранников производится расточным отогнутым резцом при продольной подаче 0,1—0,2 мм/об. Образование многогранных поверхностей точением по жесткому копиру является наиболее простым способом обработки многогранников, который может быть рекомендован для деталей, не требующих высокой точности. Автоматическое точение многогранников многорезцовой вращающейся головкой при невращающемся изделии основано на замене прямой линии многогранника участком еильно растянутого эллипса. Этим способом обрабатываются многогранники только с четным числом сторон, так как один резец инструментальной головки, следуя по замкнутой кривой, обтачивает две противоположные грани детали, два резца обтачивают попарно четыре грани квадрата, три резца — шесть граней шестигранника. Схема образования одной из сторон квадрата показана на рис. 2. Резцовая головка, расположенная от оси детали на расстоянии г, обкатывается по большой шестерне с внутренним зацеплением так, что центр головки Ох описывает относительно неподвижной оси О окружность радиусом 00i= А. При этом резец имеет два движения: а) переносное вместе с головкой относительно точки О и 5) вращение вокруг собственной оси Ог. В результате сложения этих движений вершина резца описывает замкнутую эллиптическую кривую, половина которой показана на схеме. Графически точки эллипса находятся, если разделить окружность пути перемещения центра резцовой головки (окружность радиуса 001— А) на равные части и, соединив каждую точку ее дуги прямыми линиями с центром О, отложить под двойным углом их наклона к вертикали величину радиуса режущей головки г. Часть эллипса, наиболее близкая к прямой линии, используется для образования грани в процессе резания. При точении квадрата двухрезцовой планетарной головкой один резец последовательно обтачивает две горизонтальные стенки, а другой резец — две вертикальные стенки квадрата. Грани квадрата выбраны из наиболее приближающихся к прямой линии частей эллипсов, описываемых вершинами резцов. Поскольку каждый резец, следуя по своему эллипсу, обтачивает по две грани, для обработки шестигранника (при невращающейся заготовке) нужно пользоваться инструментальной головкой с тремя резцами. Схема образования шестигранника показана на рис. 3. Резец, проходя по своему эллипсу I, последовательно обтачивает две горизонтальные стенки: резец на пути своего эллипса II обтачивает две наклоненные влево стенки; резец, следуя по своему эллипсу Шу обтачивает две наклоненные вправо грани заготовки. Для протачивания шестигранника по длине заготовке сообщается осевое движение подачи. Отклонения от прямолинейности, полученные в результате замены прямых линий наиболее приближающимися к ним участками эллипсов, зависят от ширины этих участков, т. е. от ширины граней. Чем больше грань, тем больше величины отклонений.
Рис. 2. Схема точения невращающегося квадрата планетарно-вращаюшееся многорезкозой головкой.
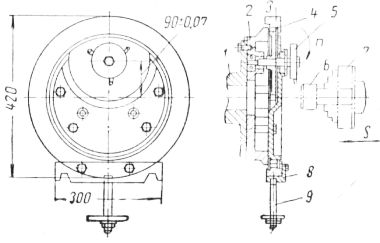
Рис. 3. Схема точения шестигранника трехрезцозой планетарной головкой. Как видно из таблицы, планетарное точение многогранников с помощью вращающейся многорезцовой головки обеспечивает достаточную для практического использования точность обработки. В качестве резерва повышения точности можно «растянуть» длину воспроизводящего эллипса, увеличив диаметр наружной шестерни с внутренним зацеплением. Однако при этом увеличивается время холостого пути резца, а также возрастают размеры планетарной головки. В каждом отдельном случае должно быть выбрано наиболее оптимальное конструктивное решение, обеспечивающее наибольшую производительность труда при заданной точности обработки. Планетарное точение можно применять на различных станках токарной группы, но поскольку невращающейся заготовке необходимо сообщать движение подачи, целесообразно использовать револьверные станки, устанавливая зажимное приспособление в револьверную уоловку. При этом, несмотря на прерывистый характер резания, обеспечивается устойчивое состояние положения заготовки. На рис. 4 изображена схема технологической модернизации токарно – револьверного станка для планетарного точения шестигранников с размерами под ключ от 22 до 55 мм. Заготовка закреплена с помощью патрона в револьверной головке. Она не вращается, но имеет продольную подачу. Обтачивание шестигранника производится трех-резцовой головкой, получающей планетарное перемещение от шестерни, с которой головка связана через шпонку общим валиком, смонтированным на подшипниках качения в крышке устройства, и в корпусе. Последний болтами прикреплен к планшайбе шпинделя. Получив вращение от планшайбы и корпуса, планетарная шестерня с закрепленной на ней резцовой головкой 5 начинает обкатываться также и вокруг своей оси, так как находится в зацеплении с неподвижной шестерней, поджатой к станине станка через планку стяжкой. Каждый резец головки под воздействием переносного и обкаточного движений перемещается по эллипсу и обтачивает две противоположные грани изделия. Процесс планетарной обточки весьма производителен. Если для фрезерования шестигранной головки болта с размером под ключ 32 мм на Старо-Краматорском машиностроительном заводе требовалось 3,5 мин., то с переходом на точение машинное время уменьшилось до 0,7 минуты. Таким образом, производительность труда возросла в 5 раз. На Уральском турбомоторном заводе проведена комплексная модернизация токарной обработки шестигранника. Модернизированы все элементы системы СИП. На станке установлена планетария головка. Вместо специальных инструментов—фрез — использованы проходные резцы. Зажимное приспособление — быстродействующее, изготовленное заново. В результате внедрения комплексной модернизации всей системы СИП производительность операции увеличилась до 6 раз.
Рис. 4. Приспособление для точения шестигранников на револьверном станке К недостаткам, ограничивающим область применения указанного способа, следует отнести невозможность растачивания многогранных отверстий и обтачивания многогранников с нечетным числом его граней. Более совершенным способом в этом отношении является точение многогранников вращающейся многорезцовой головкой с вращением изделия в том же направлении. Этот способ был предложен еще в 1890 г. шведскими инженерами Е. Дальгреном и Д. Свинсоном. Параллельное расположение осей заготовки и многорезцовой головки позволяет обтачивать многогранники как с четным, так и с нечетным числом граней. Число необходимых граней определяется соотношением угловых скоростей (или чисел оборотов) детали и головки, а также количеством пезцов. Теоретически возможны, как мы видим, различные варианты обработки.. Стороны многогранника заменяются отдельными участками замкнутых циклоидальных кривых, приближающихся на участке точения к прямым линиям. Вид кривой определяется прежде всего числом резцов в инструментальной головке. Так, при точении шестигранника двухрезцовой головкой каждый резец обрабатывает три грани, что достигается при движении его по замкнутой трехветвистой гипоциклоиде. При обтачивании шестигранника трехрезцовой головкой необходимо каждым резцом обрабатывать уже не по три, а только по две грани. Поэтому относительное перемещение резца по заготовке может осуществляться по более простой кривой (не по трехветвистой, а по двухветвистой) — по эллипсу. При точении шестигранника шестирезцовой головкой каждый инструмент будет обрабатывать только одну грань. Производящий эллипс при этом может не охватывать деталь, а касаться ее — грань станет вогнутой. Здесь как бы аналогия с двумя методами вихревого точения с наружным или внутренним касанием. Самым сложным случаем, очевидно, будет точение шестигранника однорезцовой головкой, так как резец вынужден описать в относительном перемещении замкнутую шестиветвистую циклоидальную кривую. И технологически этот случай является недостаточно удовлетворительным, так как съем всего лишнего металла относится к работе одного резца, который будет быстрее изнашиваться и ухудшать точность обработки. Точение многогранников при одновременном вращении в одну сторону детали и инструментальной головки по сравнению с другими способами резцовой обработки обладает рядом таких преимуществ, как осуществление точения при технически несложной модернизации токарных станков, высокая производительность, относительно высокая размерная точность (в пределах 2 класса точности), стабильность кинематики резания—незначительное изменение углов резания.
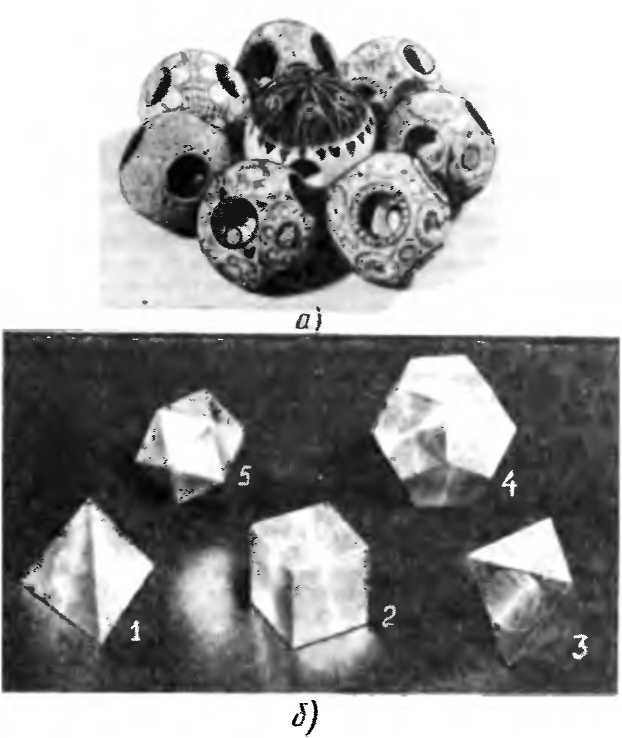
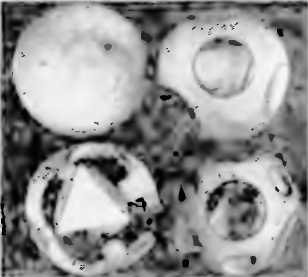
Рис. 5. Схема точения шестигранника: Канд. техн. наук Карелин Н. М. предложил рассматривать способ С. Дальгрена и Д. Свинсона как частный случай точения многогранников резцовой головкой, расположенной под любым углом к оси заготовки. Естественно, что при угловом расположении головки отклонение от прямолинейности граней будет меньше, чем при параллельном. Как показывают расчеты, погрешности прямолинейности укладываются в пределах допусков 1 класса точности. Однако модернизация станков по способу Карелина менее удобна, так как угловое расположение вращающейся резцовой головки усложняет конструктивное оформление привода к ней. Вместе с тем она, безусловно, применима в случаях, требующих повышенной точности по прямолинейности сторон многогранника. — На рис. 1, а показаны шары, изготовленные на токарном станке. Внутри этих шаров свободно размещаются детали различной формы — многогранники, шары, крестовины, звездочки и т. д. Из всех многогранников особый интерес представляют правильные многоугольники, представляющие собой фигуру с одинаковыми многогранными углами при вершинах и одинаковыми гранями, имеющими форму правильных многоугольников. Правильным многоугольником называется ограниченная прямыми плоская фигура с равными сторонами и равными внутренними углами. Конечно, таких фигур бесконечное множество, и может показаться, что правильных выпуклых многогранников также много. На самом деле их существует всего пять. На рис. 70, б мы видим: 1 — тетраэдр (четыре треугольных грани); 2 — куб (шесть квадратных граней); 3 — октаэдр (восемь треугольных граней); 4 — додекаэдр (12 пятиугольных граней) и 5 — икосаэдр (20 треугольных граней). Грани и вершины правильного многогранника удалены на равном расстоянии от центра фигуры, что используют для составления процессов изготовления таких многогранников на станках.
Рис. 1. Шары, вытачиваемые на токарном станке (а), и правильные многогранники (б)
В машиностроении детали, имеющие форму правильного многогранника используют редко. Конструкторы машин и приборов не применяют нх, считая нетехнологичными в изготовлении. Обычно их делают на фрезерных и шлифовальных станках с использованием точных универсальных делительных устройств и сложных приспособлений и инструментов. Работа получается трудоемкой и требует высокой квалификации. Но почему-то никто до сих пор не решался использовать для этой цели токарный станок. Однако взглянем на рис. 1, б. Грани многогранников имеют следы токарного резца. Значит, они изготовлены точением. Как правило, на токарном станке обрабатывают заготовки с поверхностями вращения. А тут выточенные тела ограничены плоскостями! Да, как ни странно, их проще изготовлять точением. А чтобы понятно было токарю, мы расскажем, как это делается. Вначале вытачивают шар из любого материала: металла, пластмассы, оргстекла или плотного дерева. Чтобы дерево не расслаивалось, следует точить на максимальной частоте вращения резцами с ножевой заточкой. Вытачивание шара. Предварительно обрабатывают шар по шаблону из цилиндрической заготовки. Шаблон вытачивают на станке, для чего растачивают торец заготовки на требуемый диаметр, отрезают кольцо, разрезают его пополам и получают точный шаблон. После предварительной обточки по шаблону с поперечной и продольной подачами резца обрабатывают шар окончательно путем поворота резца в вертикальной плоскости, проходящей через ось вращения заготовки. Резец закреплен в поворотной державке, установленной в резцедержателе. Державка представляет собой валик, проходящий сквозь отверстие квадратного или прямоугольного стержня. На одном конце валика закреплен резец, на другом — рукоятка в виде маховичка с накаткой. Ось державки располагается перпендикулярно к оси вращения заготовки и находится в горизонтальной плоскости, проходящей через ось заготовки. В валике предусмотрено сквозное отверстие, в которое вставляется шпилька с острием на конце. Острие шпильки подводится к вершине центра пиноли. Резцедержатель устанавливают по центру, для чего подбирают прокладки равной толщины, устанавливаемые с двух противоположных сторон под резцедержатель. С помощью шпильки необходимо установить расстояние вершины резца от оси вращения шпинделя. Оно должно быть равно радиусу шара. Делается это с помощью штангенциркуля или шаблона. Резец при этом закрепляется винтом. Теперь шпилька вытаскивается, и можно приступать к точению шара.
Рис. 2. Поворотная державка для обтачивания сфер
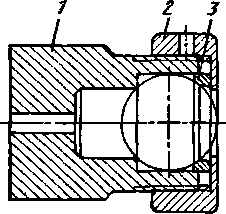
Сначала точится шар по шаблону отрезным резцом. Потом устанавливается державка, и точение продолжается путем поворота резца вокруг оси державки. После каждого поворота резца суппорт приближают к заготовке, и последний поворот резца совершается, когда он дойдет до вертикальной плоскости, проходящей через линию центров. Итак, получился шар, в котором имеется одно отверстие от центра задней бабки, а второе делают керном с противоположной стороны. Разметка поверхности шара на требуемое число граней. На делительном устройстве в одно отверстие шара вводится центр в виде ерша (рифленый центр), а в другое — гладкий центр. Чертилкой наносят продольные риски по шаровой поверхности после каждого поворота заготовки на соответствующий угол. На рисках циркулем наносят точки, равноудаленные друг от друга (число точек равно числу граней многогранника). Накерненные точки сверлят под центр задней бабки. Разметку шара можно выполнить и без делительного устройства. Для этого керном делают одно углубление в произвольном месте, от которого находят остальные точки с помощью циркуля. Важно только знать расстояние между точками. Циркулем откладывают расстояние от одной точки и наносят вторую точку в произвольном месте. От полученных двух точек циркулем делают риски, и получается третья точка и т. д. Потом эти точки углубляют на 4 … 5 мм сверлом; они служат базами для установки шара в приспособлении. Центр задней бабки, входя в отверстие шара, будет центрировать его по оси шпинделя. Расстояние между точками для развода ножек циркуля определяют расчетным путем. При точении додекаэдров для нанесения 12 равноудаленных друг от друга точек на поверхности шара диаметром D расстояние между точками р=0,525£). Величина р (ро) является теоретической. Практически при разметке приходится наносить точки в виде углублений, в которые ставят ножки циркуля. Таким образом, острия ножек, учитывая углубления, фактически опираются на сферу меньшего тиаметра, чем размечаемый шар. Поэтому развод ножек циркуля меньше примерно на 0,5 мм по сравнению с р. Например, для шара диаметром 46,5 мм расстояния между центровыми точками составляют: тетраэдр — 37,9 мм между вершинами и 26,8 мм от вершин; куб — 32,45 мм; октаэдр — 32,45 мм между вершинами и 21,1 мм от вершин; додекаэдр — 24,4 мм; икосаэдр — 24,4 мм между 12 точками и 14,8 мм между ними (20 точек). При обтачивании шара его диаметр может получиться несколько больше или меньше расчетного. Соответственно надо скорректировать в пределах нескольких десятых долей миллиметра и развод ножек циркуля. Циркулем наносят на поверхности шара точки, затем их накернивают и сверлят на глубину 4 … 5 мм. Теперь шаровая заготовка готова для точения многогранника. Все это можно проделать, когда Вы задумаете выточить какой-либо неправильный многогранник. Например такой, в котором две противоположные грани будут иметь по шесть ребер, а все остальные 10 граней — по пять ребер. В этом случае важно правильно разметить шар. Пусть заготовка шара имеет диаметр 46,5 мм. Из центрального отверстия шара проводится на сферической поверхности окружность радиусом 25 мм, на которой откладывают отрезки длиною 21,1 мм. На окружности получается шесть равноотстоящих друг от друга точек. Из этих точек делают перекрещивающиеся засечки радиусом 21,1 мм. Точки засечек создадут вершины равносторонних треугольников со сторонами 21,1 мм. Эти вершины располагаются на окружности, проведенной из противоположно размещенного центра шара на расстоянии 25 мм. На этих окружностях радиусами 25 мм расположатся по шесть равноудаленных друг от друга точек со смещением одной окружности относительно другой на 10.55 мм. Как видим «шаровая» технология позволяет вытачивать самые разнообразные многогранники, а не только правильные. Шар обладает симметрией высшего порядка: как бы мы ни поворачивали его, он во всех положениях имеет одинаковый вид. В каждом правильном многограннике можно представить три концентрично расположенные сферы: описанную, полувписанную и вписанную. Описанные сферы проходят через все вершины, полувписанные касаются всех ребер, вписанные касаются всех граней. Для крепления шара на станке вытачивают приспособление из цилиндрической заготовки. Приспособление должно быть простым и вместе с тем универсальным. В заготовке, зажатой кулачками патрона, рассверливают и растачивают два соосных отверстия. Диаметр одного отверстия несколько больше диаметра шара, диаметр второго меньше диаметра шара на 5—7 мм. В торец меньшего отверстия упирается устанавливаемый шар и зажимается накидной гайкой, навинчиваемой на резьбу заготовки. При зажиме шара следует ставить прокладку с внутренними фасками, упирающуюся одним торцом в шар, а другим — в торец накидной гайки.
Рис. 3. Приспособление для точения деталей типа «шар в шаре»
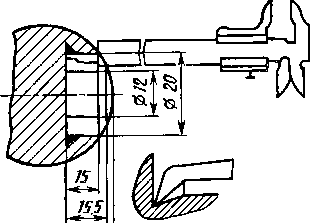
Если в таком приспособлении потребуется точить заготегку, размеры которой меньше диаметра отверстия приспособления, то надо применить переходную втулку, наружный диаметр которой соответствует диаметру отверстия приспособления, а внутренний — диаметру заготовки. На торце втулки, упирающемся в торец отверстия приспособления, необходимо предусмотреть внутренний буртик. Если в этот буртик вставить резиновое кольцо, то заготовка при закреплении упрется в это кольцо. Изготовление деталей внутри шара выполняется при одной установке заготовки и в нескольких позициях. Позицией называется фиксированное положение, занимаемое неизменно закрепленной заготовкой совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции. Базовая поверхность заготовки и установочная поверхность приспособления при переходе от одной позиции к другой (в отличие от установов) не меняются. Фиксированное положение заготовки на станке относительно инструмента достигается с помощью центра задней бабки и накидной гайки. Центр, вводимый в разметочные отверстия, ориентирует заготовку по оси шпинделя. Для устранения проворачивания заготовки в приспособлении надежность фиксации обеспечивается накидной гайкой с накаткой и отверстиями под затяжную шпильку. Для быстрой и точной установки приспособления на станке следует совместить нанесенные риски на корпусе патрона и приспособления, а также пользоваться одним и тем же отверстием в патроне под ключ. Можно, конечно, в приспособлении предусмотреть конический хвостовик, вставляемый в конусное отверстие шпинделя. Закрепленный шар сверлят торцовыми зубьями пальцевой фрезы на требуемую глубину. Полученное глухое отверстие растачивается с подрезкой торца заготовки (грань многогранника). Так же сверлят отверстия и точат одну грань за другой расточным резцом, имеющим две режущие кромки, расположенные спереди и под углом. Когда все грани обработаны, остается разрезать шар и извлечь правильный многогранник, ни одна грань которого не задета зажимами, в сущности, отсутствующими при этом способе обработки. Возникает вопрос: когда фигуру отрезают, обтачивая последнюю грань, она начнет перемещаться в шаре и может поломать резец. Как тут быть? Надо перед обработкой последней грани заполнить полость шара воском или парафином. Можно закрепить отрезаемый многогранник и с помощью шайб и винтов, проходящих через резьбовые отверстия шайбочек. Если недорезать уголки-перемычки, то никакого крепления не потребуется. Затем слабыми ударами молоточка выточенная фигура отделяется от шара. Точение правильных многогранников из шара диаметром 46,5 мм. Токарю рекомендуется начинать изготовление фигур в шаре не из металла, а из плотного дерева. Возможно ли изготовить тетраэдр, имеющий четыре грани, расположенные под острыми углами друг к другу? Такая фигура не поддается обычному креплению, так как выскальзывает из зажимов. Точение тетраэдра более сложно, чем точение любого другого многогранника. Дело в том, что в этой фигуре вершины граней удалены на большее расстояние от центра и резцу приходится проходить больший путь в поперечном направлении при подрезке торцов, а для этого вершина резца должна быть дальше удалена от державки. Точение тетраэдра. Сначала на поверхность шара наносят четыре равноудаленных друг от друга отверстия, которыми достигается центровка шара по оси вращения с помощью центра задней бабки. Затем фрезой диаметром 12 мм сверлят отверстие на глубину 16 мм. Фреза закрепляется в сверлильном патроне, установленном в пиноли задней бабки, и подводится к заготовке до касания. Лимб задней бабки устанавливается на ноль, и медленным вращением маховичка производится сверление. Глубину сверления определяют штангенциркулем. В этом случае глубина отверстия от ее кромки 15,5 мм. Потом рассверливается отверстие пальцевой фрезой диаметром 20 мм. Штангенциркуль покажет глубину отверстия 15 мм. Полученное отверстие надо растачивать так, чтобы торец заготовки увеличился до размера грани тетраэдра. Черным цветом на рис. 4 обозначен материал, выбираемый резцом.
Рис. 4. Схема точения тетраэдра
Некоторые токари применяют резцы отрезного типа. Это неправильно, так как такой резец ломается. Лучше брать резец с двумя режущими кромками, сходящимися в вершине. Им многократно углубляются в заготовку на 0,2—0,3 мм в поперечном направлении, начиная от торца. При этом растачивается отверстие при движении резца по оси в сторону выхода отверстия. Итак, с незначительными нагрузками на резец удаляется материал заготовки при периодическом многократном перемещении резца то в поперечном, то в продольном направлении, которое выполняют вручную. Продольные перемещения после поперечного врезания с каждым разом становятся короче, пока не прекратятся. При этом державка резца приблизится почти до касания к кольцевой стенке отверстия заготовки. Резцу задают незначительное врезание в торец заготовки и передней режущей кромкой производят подрезку грани тетраэдра при подаче к оси вращения. Это движение резца к оси лучше производить с малой механической подачей. Когда подрезают последний торец многогранника, резец следует направлять от оси вращения. При этом торец заготовки будет менее ровным, но давление со стороны резца на отрезаемую фигуру уменьшается. При расточке на каждой позиции получается плоская грань многогранника и конусный участок на внутренней сфере шара. Резец может быть из быстрорежущей стали или с пластинкой твердого сплава. Окончательная заточка резца производится мелкозернистым алмазным кругом так, чтобы риски от круга были направлены перпендикулярно к режущей кромке. Устанавливаться резец должен строго по оси вращения заготовки или несколько выше. Часто приходится прибегать к прокладкам под резец, когда он устанавливается в резцедержателе. При этом необходимо знать расстояние по высоте от опоры резца в резцедержателе до оси вращения. Например, если оно 18 мм, то при подборе прокладок надо, чтобы расстояние от вершины резца до нижней прокладки было равно этому размеру, и только после этого устанавливать резец. После точения первой грани тетраэдра станок останавливается. Шар раскрепляется и центром задней бабки ориентируется по оси вращения и фиксируется накидной гайкой. Все описанное при обработке первой грани повторяется и на второй. После точения третьей грани заготовка закрепляется в полости шара одним из рассмотренных способов и точится четвертая грань. Получили шар, внутри которого закреплен тетраэдр. Крепления (винтики и шайбочки) удаляют, а воск или парафин размягчают подогреванием и затем удаляют. Тетраэдр находится внутри шара. Остается разрезать шар и извлечь тетраэдр. Точение куба. Из пяти правильных многогранников куб изготовить легче всего. После разметки и сверления центровых отверстий можно приступать к точению. Здесь так же, как и при обработке тетраэдра, применяют две пальцевые фрезы диаметром 12 и 20 мм, но глубина отверстия 12 мм. После обработки большей фрезой расстояние от торца отверстия до грани составит 11 мм. Растачивание отверстий с подрезкой граней заготовки лучше выполнять двумя резцами. Если это делать одним резцом, то подрезать грань практически не удается. Большим резцом выполняют основную работу, а обработку торца заготовки до оси вращения делают малым резцом. Чтобы не был заметен переход прн обработке от одного резца к другому, рекомендуется подводить резцы не во время вращения, а после остановки шпинделя. Подвести резец до касания к торцу на ощупь рукой при вращении рукоятки каретки суппорта, поставить лимб на нулевое деление, отвести резец, включить станок и выполнять точение. При каждом рабочем ходе подвод резца к торцу осуществлять до нулевого деления лимба. Такой прием удобен, когда вытачивают неметаллические многогранники. Точение на второй позиции надо выполнять на одном из вблизи расположенных отверстий. После обработки второго торца заготовки обратите внимание на образовавшуюся щель двух обточенных граней. Если она мала и меньше длины ребра куба, то придется точение повторить, углубляясь резцом в торец отверстия. Остальные позиции выполняют так же. Крепление отрезаемого куба проще выполнять шайбочками с винтиками. Точение октаэдра. Октаэдр и куб имеют общее свойство: если у одного из них попарно соединить отрезками прямых центры всех граней, имеющих общее ребро, то проведенные отрезки образуют ребра другого многогранника. Центры граней правильного восьмиугольника являются вершинами куба, также и обратно, центры граней куба служат вершинами правильного восьмигранника. Октаэдр размечается так же, как куб: наносят шесть точек, удаленных друг от друга на расстоянии 32,45 мм. Из этих точек засечками циркуля, ножки которого разведены на 21,1 мм, наносят перекрещивающиеся риски. Места пересечения рисок — это точки, отстоящие друг от друга с одной и другой стороны будущей фигуры на расстоянии 26 мм. На рис. 5 показана последовательность изготовления октаэдра. Слева вверху шар с отверстиями после разметки, справа вверху — шар с выточенным октаэдром внутри, справа внизу изображены дополнительные несквозные отверстия на шаре, а внутри шара отрезанный октаэдр, слева внизу — срезана сторона шара и выточенный октаэдр виден полностью. Точение додекаэдра. Вокруг каждого отверстия шара располагается по пять обрабатываемых отверстий, т. е. грани имеют по пять ребер. Отверстия на шаре расположены друг от друга на 24,4 мм. Грани на 12 позициях точить нетрудно. Обработку выполняют двумя пальцевыми фрезами диаметром 12 и 20 мм. Глубина отверстия от его кромки 6 мм. Для надежной подрезки торца заготовки без оставления выступов в центре грани рекомендуется применять резец с наклонной режущей кромкой.
Рис. 5. Последовательность точения октаэдра
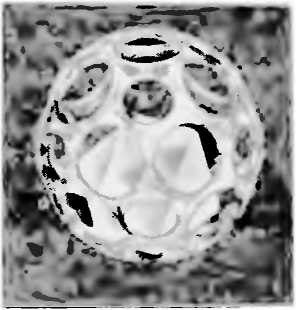
Рис. 6. Шар из оргстекла с икосаэдром
Точение икосаэдра — многогранника, имеющего 20 граней, представляющих собой равносторонние треугольники. Разметка икосаэдра: на поверхность шара наносят 12 точек, расположенных друг от друга на расстоянии 24,4 мм. От полученных точек откладываются отрезки по 14,8 мм и находят 20 точек, представляющих собой центры граней икосаэдра. В качестве инструмента используют фрезу диаметром 14 мм и резец, имеющий отогнутую рабочую головку с двумя режущими кромками. Сопряжение режущих кромок должно быть по небольшому радиусу, так как заостренная вершина может легко сломаться. Сверление производится на глубину 11 мм. Перед обработкой последней грани производят крепление икосаэдра внутри шара подогретым до размягчения воском или парафином. На рис. 6 показан шар из прозрачного оргстекла с находящимся внутри икосаэдром. Шар имеет 32 сквозных отверстия с перемычками между ними в 2,5 мм. Точение икосаэдра выполнялось при 20 отверстиях в шаре. При сверлении дополнительных 12 отверстий шар зажимался в приспособлении с применением резиновых опор. Точение неправильного многогранника, две грани которого шестиугольные, а остальные десять пятиугольные. Разметку шара мы рассмотрели ранее. Расположение отверстий шара — вокруг двух противоположно находящихся отверстий по шесть отверстий Чтобы ребра каждой грани получились равными, необходимо точно рассчитать глубину сверления отверстий. Сверление выполняют пальцевой фрезой диаметром 14 мм. Два противоположных отверстия сверлят на глубину 8,5 мм, а другие отверстия — на 6,5 мм. Реклама:Читать далее:Изделия типа «шар в шаре»Статьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|