|
|
Категория:
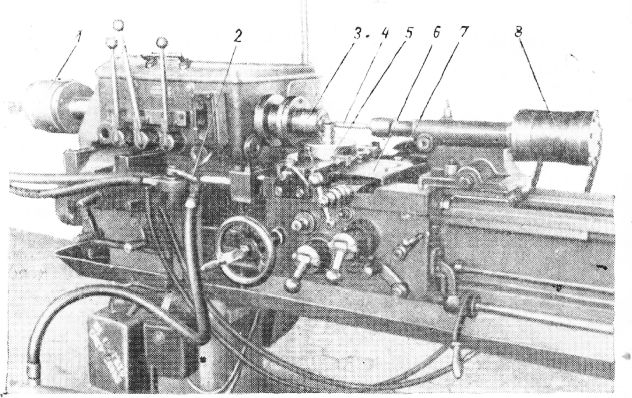
Модернизация металлорежущих станков Автоматизация точения по жестким копирам осуществляется за счет механических связей между копирами и режущими инструментами, повторяющими при своем движещщ по вращающемуся изделию форму копиров. Примером автоматизации точения по жестким копирам может служить комплексная модернизация системы СИП на обточке фасонной поверхности клапана. Станок при этом дополнен копирным устройством, управляющим движением резца по заданному профилю. Вместо фасонного инструмента использован обычный расточный резец. Приспособление для закрепления детали — новое, быстродействующее, работающее от пневматического цилиндра. Перемещение пиноли задней бабки механизировано с помощью второго пневмо-цилиндра. Управление зажимами осуществлятся поворотом рукоятки золотникового крана. Закрепление детали происходит быстро и легко, без физического напряжения рабочего. Копирное устройство станка впервые было разработано на Челябинском тракторном заводе. Его внедрение в производство позволяет простейшим расточным резцом производить автоматическую обработку фасонной поверхности клапана. Устанавливается данное приспособление слева от поперечного суппорта.
Рис. 1. Комплексная модернизация системы СИП для обточки фасонной поверхности клапана. Схема его устройства изображена на рис. 2. При включении самохода поперечной подачи салазки с закрепленной на них рейкой на рабочей скорости движутся перпендикулярно к оси центров станка. Рейка при своем перемещении вращает постоянно зацепленную с ней шестерню. Последняя поворачивает вал с диском, в котором по пазу, изготовленному в форме ласточкина хвоста, может ходить резцедержатель с закрепленным в нем копирным пальцем. При поворотах вала, а следовательно, и резцедержателя палец следует по копирной прорези (изображена пунктиром) шаблона, неподвижно прикрепленного тягой, рычагом и болтом к основанию приспособления. Положение шаблона фиксируется его лапкой и болтами. Поскольку копирный палец и резец жестко закреплены в одной стойке, все перемещения пальца соответственно передаются резцу, который и обтачивает фасонный профиль детали. После окончания обработки резец необходимо вернуть в исходное положение. Для этой цели нужно поперечный суппорт отвести по направлению к рабочему. На Уральском турбомоторном заводе отвод суппорта осуществляется не вручную, а ускоренно, с помощью индивидуального электродвигателя.
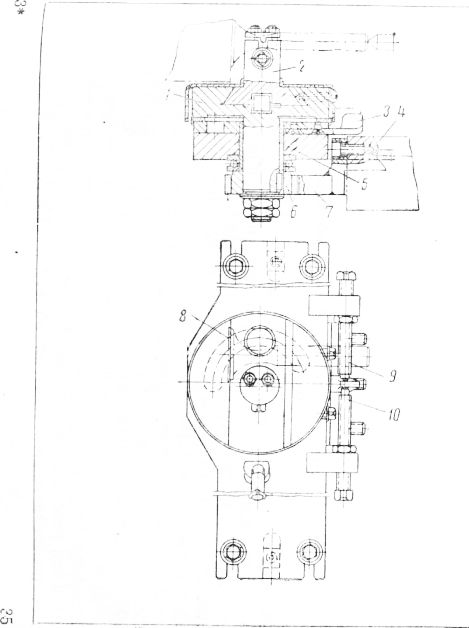
Рис. 8. Копирное приспособление.
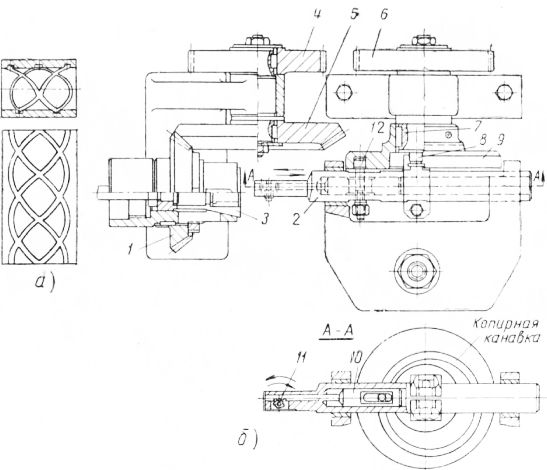
Рис. 9. Профиль детали, обработанной по копиру (а); копирный механизм (б). Комплексная модернизация системы СИП обеспечила улучшение качества обработки и дала годовую экономию в сумме 1900 руб. при затратах на модернизацию в 400 руб. Для получения более сложных фасонных поверхностей обработку по жестким копирам сочетают с дополнительными перемещениями режущего инструмента. Так, например, расточку замкнутых пересекающихся канавок во втулке выполнить на универсальных станках без специальной подготовки их нельзя. Появляется необходимость проведения комплексной модернизации всей системы СИП. При этом станок дополняется шестеренчатыми передачами, простой резец заменяется специальным, имеющим зубчатый сектор, универсальное приспособление заменяется цанговым с пневматическим приводом. Расточка замкнутых винтовых канавок получается на изделии при сочетании его вращения с возвратно-поступательными перемещениями резца. Осуществляется это следующим образом. Расточка начинается с подвода правой части копирного приспособления до контакта шестерни с вращающейся шестерней. На валу с шестерней установлен кривошип, радиус которого равен половине длины растачиваемой детали (половине рабочего хода). С помощью хомутика кривошип сообщает возвратно-поступательное перемещение резцовой скалке. При этих значениях шестерен, т. е. за пять оборотов детали кривошип повернется и подаст резец четыре раза. Поэтому резец только через пять оборотов детали попадает в первую дорожку канавки, а до этого будет растачивать пересекающиеся между собой ветви канавки. Чтобы резец не защемляло при изменении направления канавки, в приспособлении предусмотрено специальное поворотное устройство. В диске, сидящем на шпонке вала, выточена копирная канавка. При вращении диска она воздействует на палец и перемещает стержень, на тонком конце которого нарезана рейка. Последняя поворачивает сектор, зубья которого нарезаны на теле резца. Таким образом, резец не только совершает возвратно-поступательное перемещение по длине изделия, но и непрерывно поворачивается на необходимый угол спирали. После проведения комплексной модернизации всей системы СИП удалось обойтись без приобретения специального дорогостоящего станка. Затраты на подготовку производства были сокращены на 6000 рублей. Реклама:Читать далее:Автоматизация с помощью механических следящих устройствСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|