|
|
Категория:
Обработка алмазов Качество распиливания кристаллов алмаза проверяют с помощью лупы 6 х увеличения. Рассмотрим наиболее часто образующиеся при распиливании дефекты, которые оказывают отрицательное влияние на выход годного.
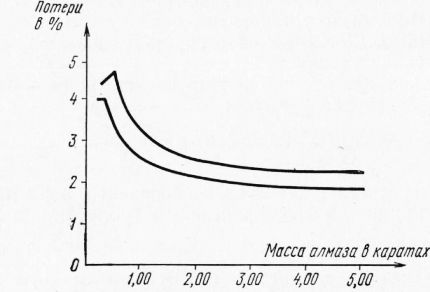
Рис. 1. Оптимальный интервал потерь
Рис. 2. Ступенчатая площадка
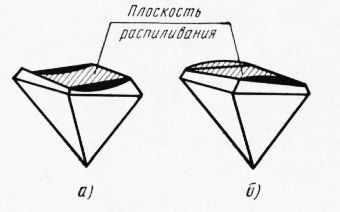
Рис. 3. Вогнутая (а) и выпуклая (б) площадки Ступеньки на площадке образуются при недостаточно точном совмещении плоскости встречного распиливания с плоскостью первоначального реза. К проведению встречного реза следует прибегать только в том случае, если кристалл не удается распилить с помощью изменения его ориентации, применения реверса вращения, изменения оборотов и нагрузки. Наклонные площадки появляются вследствие невнимательности рабочего при ориентации кристаллов и отсутствия контроля в начальный момент распиливания, а также вследствие неравномерного шаржирования распиловочного диска в процессе распиливания. Столбик получается, когда рабочий в конце распиливания не снижает нагрузку на кристалл или когда кристалл сильно прижат правой оправкой. В данных случаях алмаз не допиливается до конца и скалывается по плоскости спайности. Основной причиной появления глубоких рисок на плоскости является неравномерное и неплавное продвижение распиловочного диска при распиливании кристалла, связанное с нерегулярным шаржированием распиловочного диска, повышенной вибрации станка и повышенной нагрузкой при распиливании.
Рис. 4. Столбик
Рис. 5. Риски Реклама:Читать далее:Обточка алмазов, краткий исторический обзорСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|



|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|