|
|
Категория:
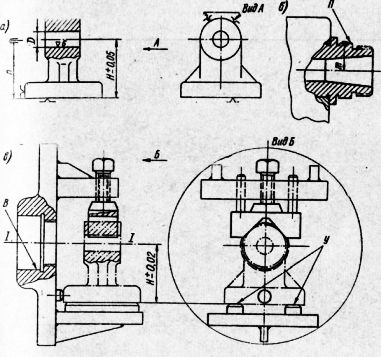
Приспособление для механической обработке К приспособлениям предъявляются три основных требования: Соответствие назначению. Если основным назначением приспособления является только расширение технологических возможностей станка, то оно должно быть максимально дешевым. Этим в основном и определяется выбор варианта его конструкции. Специальное приспособление должно быть максимально простой конструкции. Если же приспособление предназначается главным образом для повышения производительности, то конструктор при проектировании должен использовать все рассмотренные выше возможные пути ее повышения. Во всех случаях основным критерием правильности выбора варианта конструкции приспособления является его экономическая эффективность. Обеспечение точности обработки. В процессе обработки деталей неизбежно возникают погрешности. Их величина зависит от ряда факторов, и в том числе от приспособления. Если погрешности находятся в пределах допустимых отклонений, заданных чертежом или техническими условиями, то точность обработки будет обеспечена. Погрешности можно разделить на две группы: Допустимые погрешности первой группы оговариваются: Погрешности второй группы оговариваются: Погрешности первой группы практически почти не зависят от приспособления. Погрешности же второй группы в значительной степени зависят от него. Поясним сказанное на примере обработки в приспособлении отверстия в детали на токарном станке. Здесь к первой группе относятся только погрешности самого отверстия: диаметра, овальности, огранки и конусообразности. Все они зависят в основном от принятого метода обработки. Ко второй группе относятся погрешность размера между осью отверстия и плоскостью основания и непараллельность оси отверстия относительно плоскости основания. Эти погрешности в значительной мере зависят от конструкции и точности изготовления приспособления. Таким образом, предъявляемое к приспособлениям требование обеспечить заданную точность обработки распространяется лишь на размеры, связывающие обрабатываемую поверхность с другими поверхностями детали, и на отклонения ее расположения. Погрешность обработки является результатом совокупного влияния ряда составляющих погрешностей. Для выявления и определения величин составляющих погрешностей их целесообразно подразделять и именовать в зависимости от причин, их порождающих.
Рис. 1. Обработка отверстия в детали на токарном станке в специальном приспособлении.
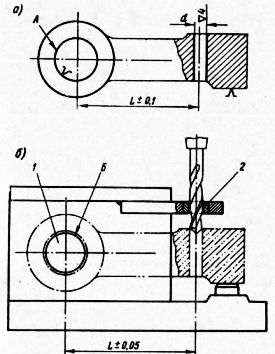
Рис. 2. Обработка отверстия в детали на сверлильном станке в специальном приспособлении. Конструктор должен выявить и оценить все составляющие суммарной погрешности и с учетом их совокупного воздействия спроектировать приспособление, обеспечивающее заданную точность обработки детали на настроенном станке. Эксплуатационные удобства и безопасность в работе. Конструктор должен предусмотреть эксплуатационные удобства приспособления, оказывающие большое влияние на производительность труда: удобные установку и снятие детали, а также расположение рукояток зажимных устройств, легкость очистки приспособления от стружки, простоту установки его на станке. Необходимо также обеспечить безопасность приспособления в работе. Особенно это относится к приспособлениям для токарных, револьверных, карусельных и круглошлифовальных станков, где приспособление вращается вместе со шпинделем. Эти приспособления не должны иметь выступающих частей; как правило, они требуют специального ограждения. Реклама:Читать далее:Основные направления проектирования приспособленийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|