|
|
Категория:
Обработка алмазов Обточка алмазов — одна из самых ответственных операций в технологическом цикле изготовления бриллиантов. От ее проведения в значительной степени зависит коэффициент использования алмазного сырья, качество готовых бриллиантов. Как видно, размеры любой обточенной заготовки ограничены формой и размерами исходного алмазного сырья. Главная задача обточки состоит в том, чтобы получить заготовку определенной формы с максимальными размерами по рундисту в обточенном состоянии. В отношении круглой формы это требование сводится к получению заготовок с наибольшим диаметром. При этом высота пояска заготовки должна быть достаточной для размещения верхней части бриллианта и его рундиста.
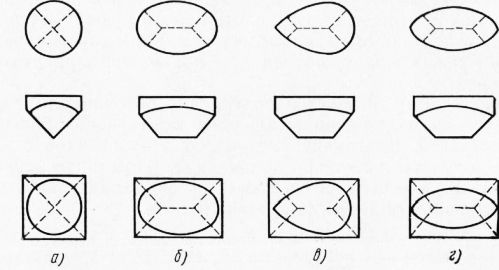
Рис. 1. Форма обточенных заготовок и их ориентация в распиленных полуфабрикатах: О значении получения максимального диаметра при обточке следует сказать особо. Из формулы видно, что масса бриллианта зависит от его диаметра. Незначительное увеличение величины d в правой части уравнения ведет к резкому возрастанию величины Р, т. е. массы бриллианта. Это хорошо видно также на графике зависимости массы бриллианта от его диаметра, где по оси абсцисс откладывают значения диаметра (в миллиметрах), а по оси ординат — массу бриллианта (в каратах). Так, диаметру 4,0 мм на графике соответствует масса бриллианта 0,23 кар, а диаметру 4,4 мм — масса бриллианта 0,30 кар. Отсюда видно, что увеличение диаметра всего на 10% приводит к повышению массы бриллианта более чем на 30%. Преимущественную зависимость массы от параметров заготовок в плане можно показать и для других форм бриллиантов. Как видно из формулы, масса бриллианта прямо пропорциональна величинам a, b и h. Величины а и b определяют размеры бриллианта в плане. Получение наибольших значений указанных параметров, а следовательно, и наибольшей массы бриллианта зависит только от мастерства и умения обточника. Получение наибольших параметров заготовок при минимальных потерях сырья является необходимой и важнейшей предпосылкой достижения высоких выходов годного при изготовлении бриллиантов. Как показывает анализ потерь алмаза по операциям технологического цикла, при распиливании потери незначительны и лимитируются в основном толщиной распиловочного диска. Огранщик, имея заготовку определенной формы и размеров и выполняя огранку фацетов под строго заданными углами наклона, почти не может повлиять на конечный выход годного. Операция обточки имеет в этом смысле решающее значение, так как достижение исходной формы заготовок с наименьшими потерями определяет и массу готового бриллианта, и общий выход годного. Реклама:Читать далее:Физическая сущность процесса обточкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|