|
|
Категория:
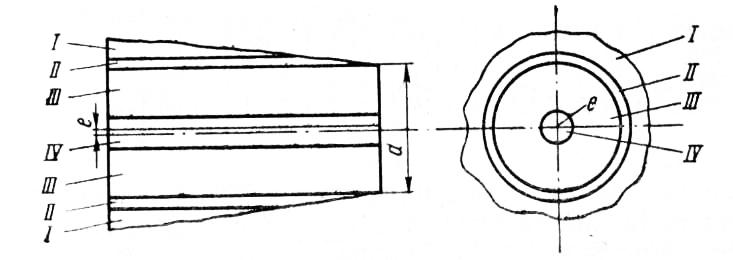
Производство клееной фанеры В зависимости от условий произрастания деревьев чураки из них имеют отклонения от правильной цилиндрической формы: сбег, кривизну, эксцентричность и т. д. Резание чурака начинают с его выступающих частей. По мере их снятия чурак получает все более правильную цилиндрическую форму. Когда чурак примет цилиндрическую форму, шпон будет выходить со станка в виде непрерывной ленты шириной, равной длине чурака. До получения цилиндрической формы при лущении будут получаться куски шпона разных размеров. Ширина и длина кусков при приближении к цилиндру будет возрастать. Куски, длина которых достигает половины длины чурака, а ширина более 150 мм, называют кусками укороченного размера; после соответствующей переработки их можно использовать в производстве фанеры. Куски, размер которых по длине волокна равен длине чурака при ширине от 150 мм и более, называют деловыми кусками шпона. С непрерывной ленты шпона, образующейся при лущении чурака цилиндрической формы, получают листовой или полноформатный шпон. Условно чурак можно разделить на 4 зоны, из которых возможно получить кусковой и полноформатный шпон. I зона — отходы при начальном лущении чурака в виде мелких неделовых кусков шпона, называемых рваниной, которые не используются в производстве фанеры. Вместе с рваниной удаляется кора, если в технологической линии не предусмотрена окорка. II зона — деловые куски шпона укороченного размера. Объем кускового шпона, получаемый из II зоны, составляет 3—5% от объема чурака и зависит от качества сырья, т. е. его сортности. Особенно влияет на объем кускового шпона II зоны сбег и кривизна. Кривизна уменьшает выход, а повышенный сбег увеличивает процент кускового шпона укороченного размера. Объемный выход кускового шпона также зависит от правильной центровки чураков и способа организации процесса лущения. Точность работы центровочно-загрузочного приспособления определяется совпадением экономической оси чурака с осью шпинделей. Экономической осью центровки чурака называется ось чурака, вращение вокруг которой обеспечивает получение цилиндра наибольшего диаметра. Несовпадение этих осей характеризуется величиной эксцентриситета е. В табл. 7 приведена зависимость объема цилиндра (цилиндрической зоны чурака) от эксцентриситета е.
Рис. 1. Схема распределения древесины на зоны: Неправильная центровка ведет к увеличенному выходу рванины, что вызывает перерасход сырья на 1 мг сырого шпона. Работами ЦНИИФ установлено, что наиболее точная центровка достигается по четырем точкам поперечного сечения чурака в местах, находящихся на расстоянии, равном 0,15 длины от концов чурака. Влияние сбега на правильность центровки устраняют при независимом зажиме каждого конца чурака центрирующими захватами. III зона — полноформатные листы шпона. Формат-ность шпона — листы полного формата — зависит от размеров вырабатываемой фанеры. Получаются листы после прирубки ленты шпона на ножницах. Выход полноформатного шпона зависит от правильности центровки и диаметра карандаша. При неточной центровке уменьшается диаметр цилиндра и сокращается выход полноформатного шпона. Не меньшее влияние на выход шпона из III зоны оказывает диаметр карандаша: чем больше остающийся карандаш, тем меньше выход полноформатного шпона. За работой центровочно-загрузочного приспособления следит слесарь-настройщик. В его функции входит только регулировка приспособления. IV зона — потери на карандаш. Диаметр карандаша зависит от диаметра малого кулачка шпинделя лущильного станка. Лущилыцик всегда должен стремиться к тому, чтобы разность диаметров между карандашом и кулачком была минимальной. В зимних условиях на размер карандаша оказывает влияние тепловая обработка сырья. При нарушении технологических режимов прогрева поверхность карандаша не прогревается до необходимой температуры и лущилыцик вынужден останавливать лущение, так как из-за хрупкости мороженой древесины нарушается ее целостность. Некоторое количество шпона (1,5—2,5% к объему чурака) теряется при прирубке кускового и полноформатного шпона ножницами. Следовательно, объем чурака можно рассматривать Реклама:Читать далее:Раскрой ленты шпона на ножницахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|