|
|
Категория:
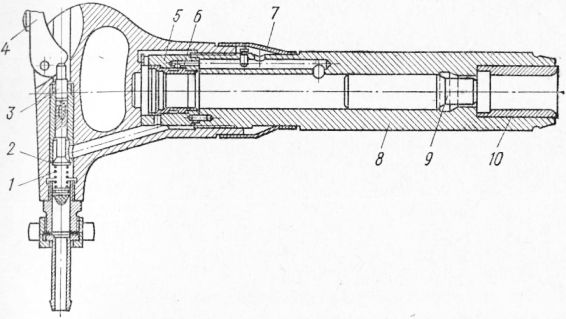
Ковка на молотах и прессах Пневматический рубильный молоток состоит из головки с пусковым устройством, золотникового распределительного устройства и ствола с бойком. В головке молотка смонтировано пусковое устройство, состоящее из пускового клапана, возвратной пружины, толкателя и курка. При нажатии на курок его язычок приводит в движение толкатель, который, действуя на клапан, опускает его и открывает входное отверстие для сжатого воздуха. Молоток при этом начинает работать. Если освободить курок, работа молотка прекращается, поскольку возвратная пружина прижмет клапан к гнезду в головке молотка и прекратит доступ воздуха в молоток. Золотниковое устройство состоит из трубчатого золотника, который перемещается в золотниковой коробке. Ствол молотка имеет на верхнем конце резьбу для крепления пускового устройства. В нижней части ствола запрессован стакан, в который вставляется хвосто-зубила. Поршень бойка при подаче сжатого воздуха движется вдоль ствола и ударяет своим нижним концом по торцу хвостовика ствола имеются каналы для подачи воздуха к поршню-парнику, а также для соединения с атмосферой. Молоток снабжен предохранительным чехлом, через который проходит отработавший воздух. Рубильные молотки через гибкий резиновый шланг длиной до 25 м подключаются к цеховой магистрали сжатого воздуха с давлением до 0,55 МПа (5,5 кгс/см2) и совершают от 1000 до 2400 ударов в минуту. С понижением давления воздуха в магистрали работа ударов и их количество в минуту уменьшаются, вместе с этим, снижается производительность молотка. Удаление дефектов рубильным молотком повышает производительность в 4—8 раз по сравнению с вырубкой вручную зубилами.
Рис. 1. Устройство пневматического рубильного молотка: До начала работы молоток смазывают минеральным маслом. В течение смены смазку вводят 2—3 раза через отверстие, к которому присоединяется шланг. Молоток включают лишь после того, как хвостовик зубила плотно вошел в стакан молотка, а лезвие зубила плотно прижато к металлу. В зависимости от глубины залегания дефекта стружку длиной не менее 100 мм снимают за один или несколько проходов. Если в канавке не осталось следов дефекта, а сама стружка при вырубке не раскололась вдоль, то это означает, что дефект расположен неглубоко и может быть удален за один проход. В случае более глубокого залегания дефекта с обеих сторон первой канавки срубают еще две стружки. После этого снимают вторую стружку и так продолжают до полного удаления дефекта. Чтобы при ковке вырубленные участки не вызвали образование новых пороков, соблюдают правило: ширина углубления при вырубке должна быть втрое больше глубины залегания дефекта, а боковые стенки вырубленного участка должны иметь уклон, равный примерно 45°, и плавный, закругленный переход к поверхности слитка или прокатанной заготовки. При удалении глубокого дефекта ширина канавки должна быть в шесть-семь раз больше глубины. Острые гребни при этом недопустимы. По окончании работы вынимают из молотка зубило, закрывают вентиль на воздухопроводе, отсоединяют молоток от шланга, тщательно очищают молоток от грязи и пыли, промывают его и вытирают сухой тряпкой, после чего сдают в инструментальную кладовую. Реклама:Читать далее:Удаление дефектов металла пламенной зачисткойСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|