|
|
Категория:
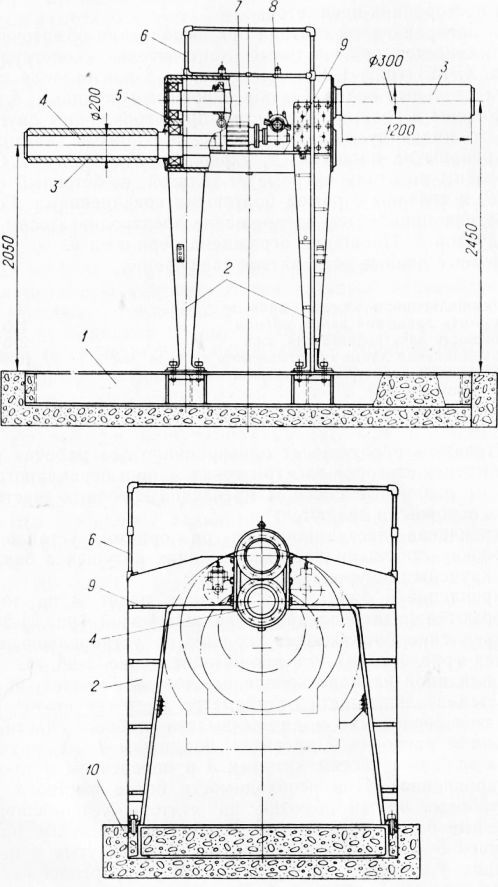
Крупные электрические машины Укладка двухслойной катушечной обмотки Корпус статора поступает на обмоточный участок с окончательно отделанным сердечником, покрытым лаком или эмалью, и с уложенными проводами термосопротивлений. Перед укладкой обмотки пазы сердечника осматриваются для проверки, нет ли в них выступающих листов, заусенцев, забоин и посторонних предметов. Для поворачивания статора при выполнении обмоточных работ применяется оригинальный кантователь, сконструированный на ХЭМЗ, Две головки кантователя состоят из двух стальных валов с обрезиненными концами. Валы расположены в разных плоскостях, противоположны друг другу и имеют индивидуальные приводы. Механизмы кантователя смонтированы на площадке, укрепленной на стойках. Стойки установлены на стальной раме, залитой в бетонный фундамент, и связаны с рамой болтовыми соединениями. Головка кантодателя приводится во вращение электродвигателем, через редуктор. Площадка ограждена перилами. Кантователь обслуживает одновременно два рабочих места. В обмотках статоров электрических машин переменного тока возможны различные способы крепления лобовых частей, из которых основными являются: Тот или иной вариант крепления лобовых частей обмотки выбирается в зависимости от диаметра расточки статора, глубины пазов сердечника и длины вылета лобовой части. Дистанционные распорки крепятся бандажом из крученого шнура к лобовым частям катушек в поперечном и продольном направлениях. При необходимости более жесткого крепления лобовых частей обмотки на статоре устанавливаются специальные бандажные кольца, закрепляемые при помощи ушек гайками на шпильках, ввернутых в нажимное кольцо статора, или кронштейнах, укрепленных болтами на нажимном кольце. В процессе укладки катушки обмотки крепятся к бандажным кольцам бандажами из крученого шнура.
Рис. 1. Кантователь для поворачивания статоров. Для заполнения зазора между бандажными кольцами и лобовыми частями катушек прокладываются полоски из электроизоляционного картона. Бандажные кольца на кронштейнах дополнительно закрепляют распорками. К укладке катушек обмотки в пазы сердечника статора приступают после установки бандажных колец. Для придания изоляции большей эластичности, катушки перед укладкой помещают в термостат и разогревают до 75—90 °С на поверхности изоляции. Укладка катушек производится по часовой стрелке (если смотреть со стороны соединений обмотки) двумя рабочими, находящимися по обе стороны статора.
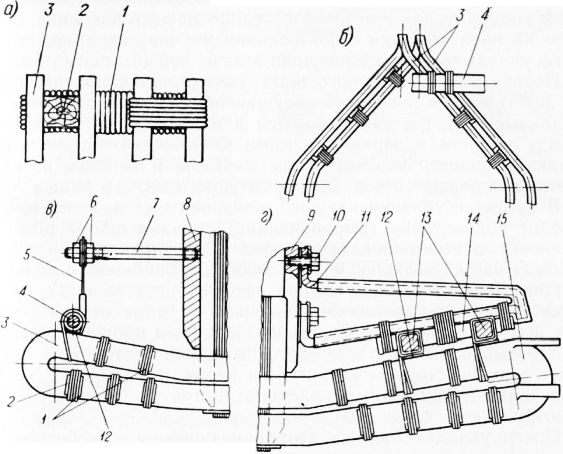
Рис. 2. Крепление лобовых частей обмотки: Перед укладкой катушек дно пазов сердечника покрывается прокладками из электроизоляционного картона толщиной 1 мм. Для уменьшения гигроскопичности прокладочный картон лакируют. Разогретые катушки перед укладкой натираются «микамылом», состоящим из парафина, миканитового порошка и трансформаторного масла. Микамыло создает на поверхности пазовой части катушек скользкую пленку, облегчающую укладку их в пазы. Шаг обмотки по пазам отсчитывается от условного первого паза сердечника статора влево, смотря со стороны соединений, и в последний по шагу паз опускается левая сторона катушки до половины высоты паза. Затем правая половина катушки заводится в первый паз и также опускается до половины высоты паза, после” чего по ранее заготовленному шаблону проверяется величина вылетов лобовых частей катушки с обеих сторон сердечника. Левая сторона катушки плотно осаживается на дно паза равномерными ударами молотка по осадочной доске. Вторая катушка укладывается в соседние пазы сердечника слева от уложенной катушки с повторением тех же операций; аналогично укладываются все катушки в пазы первого шага обмотки. Первая катушка второго шага укладывается правой стороной в паз поверх последней катушки первого шага, и далее все остальные катушки укладываются в пазы обеими сторонами. Между нижним и верхним рядами катушек помещаются прокладки из электроизоляционного картона, и верхние катушки плотно осаживаются в пазах на катушки нижнего ряда. В процессе укладки катушек, пока они еще не остыли, производят подрихтовку (выравнивание) лобовых частей обмотки, установку дистанционных распорок и крепление бандажами лобовых частей катушек между собой и к бандажным кольцам. Для укладки нижних сторон катушек первого шага приходится поднимать временно вложенные верхние стороны катушек. Катушки первого шага перед подъемом прогревают током плотностью 6 а/мм2; поочередно, по одной, осторожно вынимают верхние стороны катушек из пазов, отгибая их внутрь сердечника и привязывая киперной лентой к боковым частям обмотки. После укладки нижних сторон катушек в освобожденные пазы и плотной их осадки укладывают прокладки из электроизоляционного картона и вкладывают поочередно верхние половины катушек, предварительно разогрев их. Термосопротивления укладывают на дно соответствующих пазов сердечника перед укладкой нижних сторон катушек, и между верхними и нижними сторонами катушек — перед укладкой верхних сторон. Термосопротивления располагают обычно в середине паза. Прокладки из электроизоляционного картона помещают по обе стороны термосопротивлений. В месте выхода провода термосопротивления из вентиляционного канала сердечника устанавливают прокладку из электроизоляционного картона толщиной 0,5 мм. Укладка обмотки в статоры разъемной конструкции производится аналогичным способом, но в пазы, расположенные у разъема, катушки не укладываются. Стыковые катушки укладываются в пазы сердечника и соединяются с обмоткой при монтаже машины. Заклиновка пазов Заклиновка пазов статора выполняется одновременно с процессом укладки катушек в пазы сердечника. Каждый паз с уложенной верхней и нижней сторонами катушек заклинивается пазовыми клиньями, изготовленными из гетинакса по размерам ласточкина хвоста паза. Под клинья поверх катушки укладываются прокладки из пропитанного или лакированного электрокартона. Клин должен плотно прижимать прокладку к обмотке. Клинья забиваются одновременно с обеих сторон паза пневматическим молотком со специальным бойком, соответствующим сечению клина. Клинья в пазу должны плотно стыковаться друг с другом, а их вентиляционные вырезы — совпадать с вентиляционными каналами сердечника статора. Плотность посадки клиньев в пазы проверяется легким постукиванием молотка -по клину. Плотно забитый клин не должен вибрировать и издавать дребезжащего звука. Соединение обмотки Соединение уложенных катушек выполняется согласно схеме обмотки и электрическим данным машины. Прежде всего отдельные катушки последовательно соединяются в катушечные группы так, чтобы конец первой катушки соединялся с началом второй и т. д., по числу катушек в группе. Соединение катушечных групп по схеме производится посредством соединительных шин, изготовляемых по месту и соединяемых с концами групп путем пайки твердым или мягким припоем (в последнем случае в местах соединения ставятся хомутики) . Для пайки соединений обмотки обычно используется медно-фосфористый припой марки ПМФ-7. В особенно ответственных машинах применяется серебряный припой марки ПСр-15. Стержневые обмотки, соединяемые хомутиками, пропаиваются мягкими оловянистыми припоями марок ПОС-ЗО, ПОС-40 и ПОС-бО. Пайка твердыми припоями производится электроконтактным способом с помощью установки, показанной на рис. 1-28. На вертикальной стойке укреплен корпус, в который шарнирно вмонтированы два кронштейна, свободно поворачивающиеся вокруг стойки. На кронштейне посредством шарнира укреплен кронштейн, а к его концу на шлангах подвешена паяльная головка с водяным охлаждением. Вода к этой головое подводится и отводится через шланги и участки шлангов, проложенные на кронштейнах и стойке. Кронштейн, связанный через траверсу и шарнир с противовесом, свободно перемещается в вертикальном направлении. Ток 1500—1800 а подается к электродам паяльной головки от однофазного трансформатора через токоподводы, вмонтированные в шланги водяного охлаждения. Ток включается ножным включающим устройством. Установка позволяет подводить паяльную головку к любому соединению в радиусе ее действия и обслуживает одновременно два рабочих места.
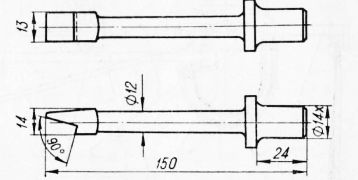
Рис. 3. Боек для забивки пазовых клиньев.
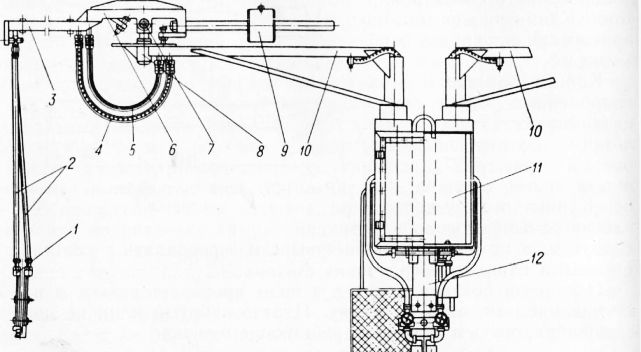
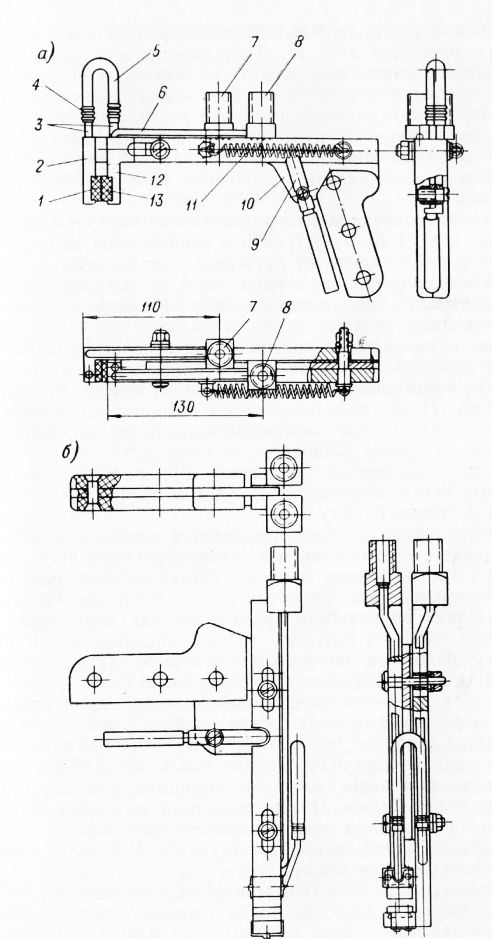
Рис. 4. Установка для пайки соединений обмоток твердым припоем. Устройство паяльных головок для электрической пайки ста-торной обмотки показано на рис. 5. Паяльная головка для вертикально расположенных проводников имеет два медных электрододержателя:
Рис. 5. Головка для пайки соединений: Паяльная головка для горизонтально расположенных проводников устроена в основном по тому же принципу, но в ней отсутствует пружина — она не нужна, так как верхний электрод прижимается к месту пайки собственным весом подвижного электрододержателя. Несколько изменено и водоподающее устройство. Место пайки плотно сжимается электродами паяльной головки и разогревается (при включении тока) до полного расплавления пластинок припоя, помещенных между проводниками соединения. После заполнения всех зазоров соединения припоем ток выключается; электроды головки не разжимаются до полного затвердения припоя. Для предотвращения попадания брызг и капель припоя в лобовые части обмотки необходимо подложить под место пайки асбестовую бумагу. Качество пайки обычно проверяется наружным осмотром. При хорошем ее качестве все зазоры между проводниками должны быть заполнены припоем. Однако такая проверка не обеспечивает надежного и объективного контроля. Поэтому не сомненна целесообразность применения для контроля паяных соединений обмоток крупных машин специальных приборов, например, подобных описанному в книге «Турбогенераторы» ультразвуковому прибору типа УК. Изолирование мест соединения обмотки выполняется лако-тканью, нарезанной на ленты шириной 20—35 мм. Изоляция накладывается вручную вполнахлеста с плотным затягиванием каждого слоя. Компаундированная изоляция выводного конца катушки должна перекрываться накладываемой изоляцией на длину не менее 20 мм. Поверх изоляции из лакоткани накладывается вполнахлеста один слой хлопчатобумажной или стеклянной ленты, конец которой зашивается. Изолированные соединения покрываются лаком. Выводные концы обмотки выполняются кабелем марки ПРГ, сечение и изоляция которого подбираются в зависимости от рабочего напряжения и тока машины. Для машин больших мощностей выводные шины выполняются из полосовой меди с компаундированной изоляцией. Выводные шины (или кабель) соединяются с обмоткой посредством пайки. В генераторах высокой частоты в сердечнике статора находится рабочая обмотка и обмотка возбуждения. Обмоточные работы начинаются суукладки рабочей обмотки, выполняемой проводом марки ПЭМВ, как однослойная обмотка. В пазы сердечника, предназначенные для катушек рабочей обмотки, вкладываются коробки из гибкого стек-ломиканита и электроизоляционного картона, которые формуются непосредственно по пазу из заранее заготовленных полос, разогретых в термостате до 80—100 °С. Укладка обмотки производится одновременно двумя рабочими, находящимися по обе стороны статора, и начинается с первого паза первой катушки. Провод вкладывается в паз, начиная со стороны выводов, и осаживается на его дно осадочной доской. Рабочий с другой стороны статора принимает провод и выгибает лобовую часть по шаблону, подрихтовывает и вкладывает провод в паз, соответствующий второй стороне катушки. На стороне выводов лобовая часть катушки также выгибается по шаблону и провод снова укладывается в первый паз рядом с ранее уложенным витком. Процесс укладки провода повторяется до тех пор, пока не будут уложены все витки катушки. Между рядами провода помещаются стекломикани-товые прокладки. В процессе намотки в лобовых частях катушек выполняется транспозиция — переплетение проводников по высоте — с целью выравнивания электрического поля в пазу. При намотке катушек <не допускается перекручивание провода. Аналогично производится укладка остальных катушек рабочей обмотки. Лобовые части обмотки изолируются стеклянной лентой вполнахлеста. Выступающие из пазов стенки стекломиканитовых коробок обрезают и края их загибают внутрь паза внахлест, после чего пазы заклинивают пазовыми клиньями. Применяется и другой способ укладки рабочей обмотки, при котором провод заранее нарезается на куски, равные общей Длине провода катушки, с учетом длины выводных концов. Затем провод изолируется наложением микаленты и стеклянной ленты, после чего сматывается в бухты, из которых он укладывается в пазы статора в указанной выше последовательности. При этом способе обмотки стекломиканитовые изолирующие коробки не вкладываются в пазы активной стали статора, так Же как и стекломиканитовые прокладки между проводниками в пазу. Полностью уложенная рабочая обмотка испытывается на прочность изоляции относительно корпуса и на отсутствие витковых замыканий в катушках. Затем производится укладка обмотки возбуждения. В широкие пазы cTafopa, охватывающие пазы рабочей обмотки одного полюса, вкладываются изоляционные коробки. Заранее заготовленные катушки обмотки возбуждения укладываются в пазы и осаживаются на их дно равномерными ударами молотка через осадочную доску. Излишки пазовой изоляции обрезаются, и края ее загибаются внутрь паза внахлест. Поверх изоляции катушки укладывается виток демпферной обмотки из медной полосы, на который помещается прокладка из электроизоляционного картона. Затем пазы заклиниваются. В той же последовательности выполняется укладка всех катушек обмотки возбуждения. Уложенные обмотки возбуждения испытываются на прочность электрической изоляции относительно корпуса и на отсутствие витковых замыканий в катушках. После укладки рабочей обмотки и катушек обмотки возбуждения производится установка токособирательных шин, разделка и присоединение выводных концов обмоток. Контроль и отделка обмотанного статора Тщательно очищенный, продутый сухим сжатым воздухом и осмотренный статор подвергается следующим проверкам: Затем статор отделывают: лобовые части обмотки, сердечник и внутреннюю сторону корпуса покрывают глифталево-масляным лаком. Покрытие наносится дважды путем распыления из пульверизатора. Вторичное покрытие наносится после полного высыхаиия первого, о чем свидетельствует прекращение отлипа лака. Испытание изоляции обмоток статоров машин переменного тока в процессе укладки Испытание электрической прочности изоляции относительно корпуса. Изоляция обмоток статоров машин переменного тока в процессе укладки испытывается путем приложения повышенного напряжения переменного тока, которое подается от специальной испытательнои установки.
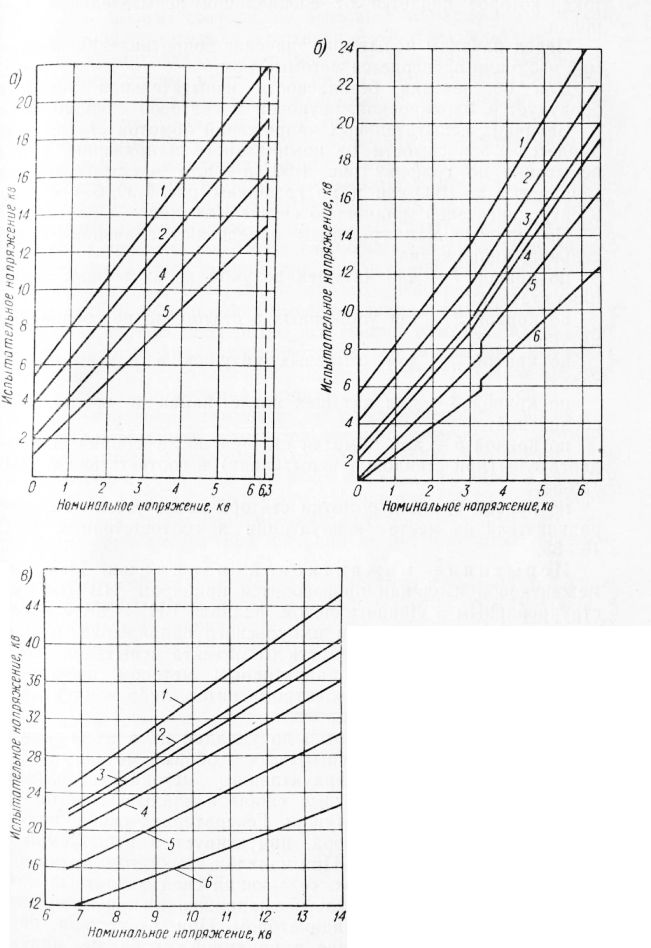
Рис. 6. Графики испытательных напряжений: Перед началом испытания значение сопротивления испытуемой изоляции проверяется мегомметром. Для обеспечения безопасности испытательная установка оборудуется блокировкой, звуковой и световой сигнализацией. Величина испытательных напряжений обмоток статоров выбирается в зависимости от номинального напряжения и вида испытания по графику рис. 6, а — для электродвигателей мощностью до 1000 ква и по графикам рис. 6, б и в— для электродвигателей мощностью свыше 1000 ква. По приведенным графикам определяют значение испытательного напряжения: Испытание межвитковой изоляции. Испытание межвитковой изоляции производится прибором ИВЗ-13, сконструированным в Ленинградском филиале ВНИИЭМ с использованием принципа подачи импульсного напряжения в испытуемую обмотку. В зависимости от объекта испытания это напряжение подается либо индуктивным методом посредством электромагнитных скоб и электромагнитов, либо кондуктивным методом с помощью щупов. Отдельные секции обмотки до укладки их в пазы или отдельные катушки могут испытываться обоими методами. При использовании индуктивного метода генераторная и приемная электромагнитные скобы накладываются на противоположные стороны катушки. Генераторная скоба, подключенная к выходу генератора, индуктирует в испытуемой катушке импульсную э. д. с. При наличии замкнутого витка в катушке в нем протекает ток, создающий свой магнитный поток, который индуктирует импульсное напряжение в приемной скобе, измеряемое стрелочным индикатором. При отсутствии витко-вого замыкания напряжение в приемной скобе не индуктируется и стрелка прибора не отклоняется. С помощью электромагнитов испытываются секции обмотки, уложенные в пазы статора, не имеющие параллельных ветвей и соединений, создающих естественные короткозамкнутые витки. Два электромагнита — генераторный и приемный — устанавливаются над одним и тем же пазом. Первый электромагнит индуктирует испытательное напряжение в витках секций, лежащих в пазу, над которым он установлен. При наличии виткового замыкания в секции в приемном электромагните индуктируется э. д. е., отклоняющая стрелку индикатора. Уложенные в статор обмотки электрических машин, имеющие естественные короткозамкнутые витки, препятствующие применению индуктивного метода, испытываются кондуктивным методом. Сущность испытания заключается в сравнении индуктивности отдельных секций при приложении импульсов высокого напряжения, которые подводятся непосредственно к выводам секций обмотки с помощью специальных щупов. Обходя щупом поочередно все секции обмотки, наблюдают за показаниями индикатора, которые при отсутствии витковых замыканий будут практически одинаковыми. При наличии виткового замыкания стрелка индикатора резко отклонится. При испытании уложенных, но не соединенных обмоток высоковольтных машин испытательное напряжение от импульсного генератора принимается от 1000 до 2000 в на виток. Проверка уложенной обмотки по активному сопротивлению при постоянном токе. Проверка производится с помощью мостика Уитстона или по схеме «амперметр — вольтметр» при питании ее от источника постоянного тока. По полученным результатам измерения производится сравнение сопротивлений отдельных фаз обмотки между собой и с их расчетными значениями. Разница измеренных и расчетных значений не должна превышать 5%. Реклама:Читать далее:Магнитные системы машин постоянного токаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|