|
|
Категория:
Пайка Далее: Абразивная пайка Окисные пленки с поверхности металлов можно удалять, Используя ультразвуковую энергию. В этом случае применяются электронные генераторы, дающие электрические импульсы с частотой от 15 до 50 кгц. Электрические импульсы преобразуются в г ханическое движение с помощью устройства, называемого нитострикционным вибратором. Вибраторы, применяемые в инструментах для пайки, представляют собой никелевый сердечник вокруг которого намотана катушка, подключенная к ультразвук ковому генератору. Если никелевый сердечник (обычно сердечники набираются из отдельных пластин для уменьшения вихревых токов) подвергнуть воздействию электромагнитного импульса, возникающего при протекании через катушку электрического тока то он укорачивается максимум на 30 миллионных своей длины.
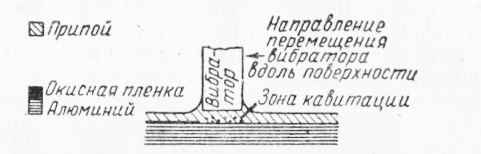
Рис. 1. Схема процесса пайки ультразвуком.
Если конец вибрирующего сердечника ввести в соприкосповение с расплавленным припоем, то в жидком припое образуется большое количество пузырьков или пустот. Это явление, как известно, называется кавитацией (рис. 1). Если .теперь в жидкий припой поместить деталь, то на ее поверхности в результате смыкания пузырьков будет про исходить так называемая кави тационная эрозия. Благодаря этому эрозионному действию происходит удаление окисных пленок, что позволяет расплавленному припою смачивать поверхность металла. Передача ультразвуковых колебаний от никелевого сердечника к изделию на практике осуществляется следующим образом. Металлический стержень соответствующей длины, соединяющий вибратор с наконечником паяльника, прикрепляется к сердечнику так,, чтобы передать максимум колебаний к свободному концу. Свободный конец металлического стержня образует наконечник паяльника и погружается в небольшую ванночку расплавленного припоя, находящуюся на поверхности паяемого металла-При движении стержня вдоль поверхности основного металла ультразвуковые колебания разрушают окисную пленку, позволяя Рм самым расплавленному припою смачивать находящийся под иМ основной металл. Если в качестве источника вибрации взять неметаллический стержень, а дно паяльной ванны, то ультразвуковые колебания будут проходить сквозь расплавленный припой и подвергать поверхности погруженного в ванну предмета кавита-ционной эрозии. Для того чтобы вызвать кавитацию на большой площади, необходима большая мощность источника энергии.
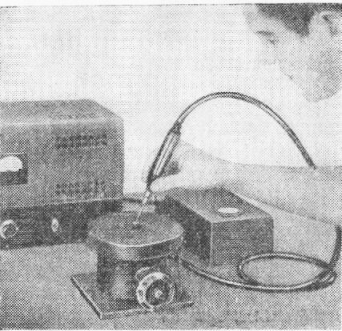
Рис. 2. Небольшая ультразвуковая установка для бесфлюсовой пайки алюминия и других цветных металлов.
По этой причине ванны для промышленной ультразвуковой пайки выпускаются небольших размеров. В частности, одна из таких ванн имеет диаметр 22 мм и глубину 9,5 мм. Такая небольшая ванна потребляет мощность 55 вт. Силы, возникающие при ультразвуковой пайке, способствуют проникновению жидкого металла, и кавитация может привести к эрозии наконечника паяльника и стенок ванны. При ультразвуковой пайке облуживаемые участки деталей нагревают до температуры пайки, расплавляют соответствующее количество припоя, образующего жидкую ванночку на поверхности детали и проводят по этой поверхности концом вибратора. Затем две облуженные таким способом детали соединяют и нагревают до расплавления припоя и образования паяного соединения. Основное преимущество этого процесса заключается в том, что устраняется необходимость во флюсе. Применение ультразвукового метода пайки ограничивается в основном малой емкостью установок и невозможностью непосредственной пайки нахлесточных соединений. Ультразвуковая пайка применяется преимущественно для соединения алюминиевых деталей. Однако она находит некоторое применение и для соединения других металлов.
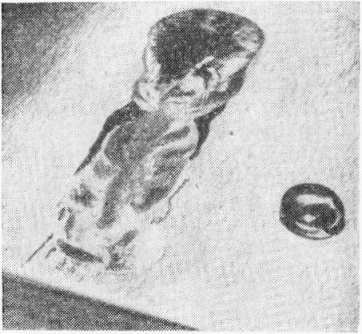
Рис. 3. Припой, нанесенный с помощью ультразвука (слева) и припой, расплавленный без флюса на поверхности алюминия (справа).
— Механические колебания ультразвуковой частоты (16— 20 кгц) при прохождении через жидкости и сплавы металлов оказывают на них весьма высокое звуковое давление, в результате которого происходит разрушение поверхности металлов. Возникающее при этом незначительное растягивающее усилие вызывает разрыв в жидкости и образование большого количества мельчайших пузырьков. Нарушение сплошности жидкости при разрежении называется кавитацией. Явление кавитации, вызываемое ультразвуком, используется, в частности, для разрушения окисной пленки при пайке металлов. Невысокая температура нагрева и чистота процесса позволяют применять ультразвуковую пайку для присоединения небольших деталей к окончательно подготовленной поверхности. Для получения ультразвуковых колебаний существуют специальные приборы, называемые ультразвуковыми излучателями. Применяются излучатели двух типов: магнитострикционные, электрострикционные (пьезоэлектрические). Для цайки алюминия и его сплавов применяют ультразвуковые вибрационные паяльники с нагревательными элементами или без них, конструкция и принцип работы которых описаны в главе «Инструменты, приспособления и нагревательные устройства». При ультразвуковой пайке прочность сцепления припоя с основным металлом выше, чем при обычной. Это объясняется тем, что ультразвук улучшает условия для диффундирования (проникновения) припоя в основной металл. Основное преимущество ультразвуковой пайки — возможность ее выполнения без применения флюсов. Кроме того, отпадает необходимость зачистки детали перед облуживанием, а также промывки места пайки от остатков флюса. Бесфлюсовая ультразвуковая пайка алюминия и его сплавов является важным технологическим процессом, обеспечивающим удовлетворительные механические свойства и коррозийную стойкость паяных соединений. С помощью ультразвука можно также облуживать алюминиевые детали. Пайка и облуживание с помощью ультразвукового паяльника происходят только в том участке, который находится в непосредственной близости от наконечника ультразвукового паяльника который не должен обязательно касаться поверхности металла.
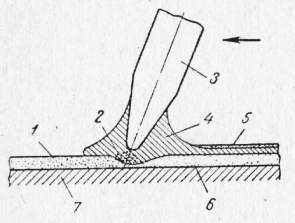
Рис. 1. Схема процесса лужения с помощью ультразвукового паяльника Схема процесса лужения с помощью ультразвукового паяльника изображена на рис. 1. При пайке ультразвуковым паяльником в расплавленном припое возникает множество мелких кавитационных пузырьков, которые вызывают разрушение окисной пленки. Припой соединяется с очищенным от окислов основным металлом, образуя слой. После затвердения припоя на его поверхности остается слой шлака, состоящего из частиц окиси алюминия. Рабочая часть ультразвукового паяльника, как и при обычной пайке, должна быть перед началом работы облужена. Для этого наконечник паяльника опиливают личным напильником и погружают в расплавленный припой, после чего включают вибратор. Особенно эффективен этот способ для пайки и лужения алюминиевых изделий. Ультразвуковые паяльники могут быть также использованы для лужения черных и цветных металлов оловянно-свинцовыми припоями. Нержавеющая сталь, хром и другие металлы, плохо поддающиеся пайке, хорошо облуживаются под действием ультразвука. Реклама:Читать далее:Абразивная пайкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|