|
|
Категория:
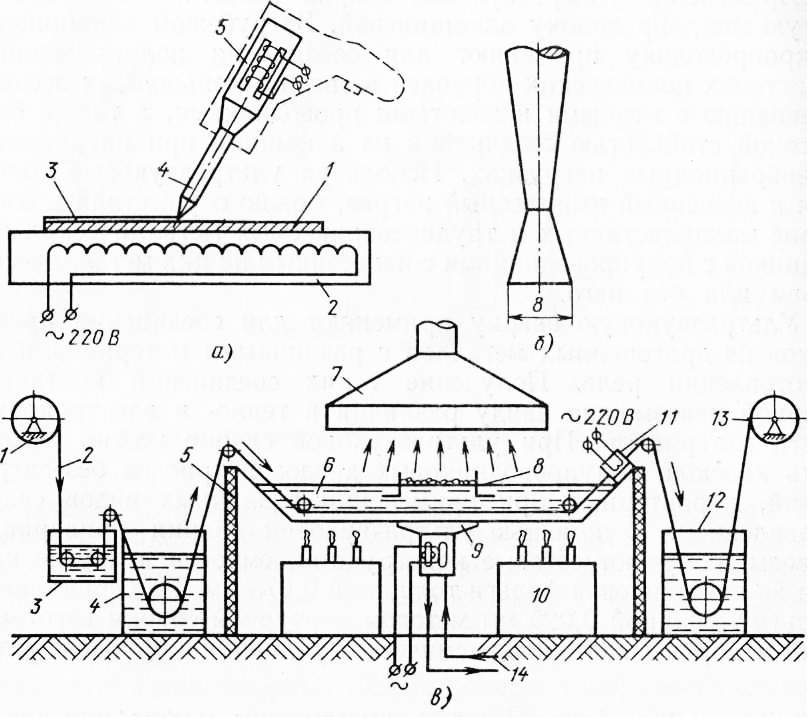
Технология миниатюрных изделий При изготовлении миниатюрных, облегченных приборов и изделий радиоэлектроники возникает необходимость соединения алюминиевых проводников, лепестков, фольги с проволочными выводами из меди, золота и других металлов. Соединение алюминиевых элементов с другими металлами обычными методами пайки, сварки ввиду несовместимости часто бывает невозможным. Применение алюминиевых изделий вместо медных позволяет создавать более легкие приборы и устройства. К тому же их небольшая стоимость и высокая коррозионная стойкость, также являются преимуществом. Однако реализовать эти преимущества в ряде случае затруднительно из-за плохой паяемости алюминиевых материалов. При лужении с использованием ультразвука необходимость в применении флюсов отпадает. Ультразвуковое лужение применяют для пайки тонкой алюминиевой фольги, с целью присоединения к ней микроконтактов, выводов, тонких лепестков. Ручное ультразвуковое лужение алюминиевой фольги толщиной 0,05 мм марки AB0 производят следующим образом. На поверхность обезжиренной в растворе едкого натра фольги накладывают слой припоя (например, П-200А), температура плавления которого ниже, чем материала фольги. Фольгу со слоем припоя кладут на электроплиту и нагревают до температуры 230—250 °С. Лужение осуществляют путем возвратно-поступательного перемещения в жидком припое инструмента-вибратора по поверхности фольги. Питание катушки ультразвукового паяльника производится от генератора УЗУП-2, потребляемая мощность которого 40 Вт. Конец инструмента (облуживателя) имеет форму лопаточки. Рабочая частота ультразвуковых колебаний 18—24 кГц; рабочий зазор между поверхностью фольги и облуживателем 0,1 —0,2 мм; скорость лужения 12—15 см2/мин; охлаждение —на воздухе. Оптимальная толщина полуды для обеспечения высококачественной пайки составляет 0,1—0,2 мм.
Рис. 1. Ультразвуковое лужение
Пайку (в нахлестку) облуженной таким образом алюминиевой фольги производят электропаяльником при нагреве соединяемых частей на плите до температуры 80—100 °С. Лужение концов алюминиевых микропроводов производят после снятия изоляции без какой-либо предварительной обработки поверхности, а пайку с медными и др. контактными элементами выполняют в ванне с расплавленным припоем. При использовании флюсов для лужения и пайки обычными методами необходима специальная последующая очистка соединения от остатков флюса. Лужение погружением в ультразвуковую паяльную ванну исключает необходимость в применении флюсов. Для изготовления малогабаритных облегченных дросселей, выполнения различных соединений в приборах летательных аппаратов требуется значительное количество тонкого луженого алюминиевого провода. Алюминиевый провод сматывается с катушки, обезжиривается в ванне, промывается водой в ванне, после чего направляется в ванну с расплавленным оловом. По мере прохождения расплава олова проволока нагревается, что облегчает процесс ультразвукового лужения в зоне действия магнитострикционного преобразователя. Нагревание ванны осуществляется газовыми горелками или электричеством. Ультразвуковое лужение производится при прохождении провода в ультразвуковом поле. Дальнейшее движение провода через слои неозвученного олова обеспечивает закрепление нанесенного покрытия. Излишки олова удаляются путем пропускания провода сквозь калиброванное отверстие подогреваемой фильеры. После этого провод охлаждается водой в ванне и наматывается на приемную катушку. Для охлаждения магнитострикционного преобразователя, работающего в тяжелых условиях, предусмотрена система охлаждения. Окисная пленка олова и продукты лужения периодически снимаются специальным устройством. Установка оборудована вытяжной вентиляцией. Реклама:Читать далее:Ультразвуковая очистка и снятие заусенец миниатюрных изделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|