|
|
Категория:
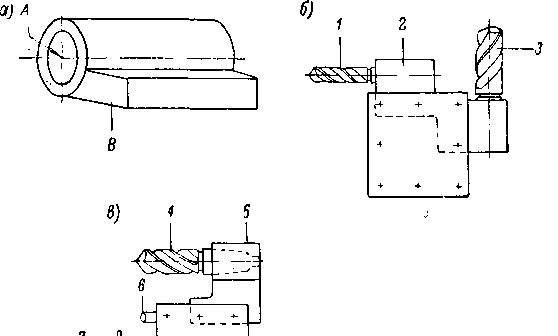
Токарное дело Предварительное определение толщины подкладки под резец. Установка резца по центру, т. е. таким образом, чтобы вершина его была расположена в горизонтальной плоскости, проходящей через центровую линию станка, обычно достигается подкладыванием под резец стальной пластинки (подкладки), или, что хуже, набора пластинок. Определение толщины пластинки, или нескольких пластинок, используемых одновременно, часто отнимает много времени. Между тем, требуемую подкладку под данный резец, даже в то время, когда станок работает, можно быстро подобрать, пользуясь шаблоном, показанным на рис. 1, а. Размер h у шаблона должен быть равен высоте от плоскости резцовой головки, на которую устанавливается резец, до центровой линии данного станка.
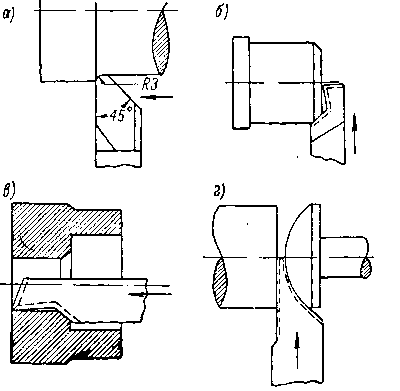
Рис. 1. Шаблоны для определения толщины подкладки под резец
Шаблон, применяемый с этой же целью, универсален. Пользуясь им, можно подбирать подкладки под резец таким образом, чтобы вершина его расположилась по центру, а также на заданную величину выше или ниже центра. В первом случае, при правильно выбранной подкладке, вершина резца должна быть расположена против нулевого штриха миллиметровой шкалы, нанесенной на шаблоне. Во втором случае эта вершина должна находиться выше или ниже нулевого штриха, против соответственного штриха шкалы. Применение быстросменных державок. Быстрая замена одного резца другим с установкой последнего в точное положение и с прочным закреплением, достигается при использовании державки, показанной на рис. 2. Вместо обычного резцедержателя на суппорте станка устанавливают втулку, на боковой поверхности которой нарезаны зубья, как у обыкновенной шестерни. Втулка центрируется выступом А верхних салазок суппорта, фиксируется (от поворота) штифтом и закрепляется болтом с гайкой. К втулке примыкает держатель с резцом, прочно скрепленный с ней хомутом; два Т-образных выступа В хомуш входят в такие же пазы держателя. Хомут натягивается при повороте рукоятки с закрепленным в ней. эксцентриком. Положение держателя по высоте определяется регу лировочным винтом. Применение комбинированных резцов. Значительное уменьшение вспомогательного времени достигается применением, вместо обычных, комбинированных резцов. Резцом, показанным на рис. 3, а, производится чистовое обтачивание ступени вала и уступа с галтелью в месте сопряжения ступени с соседней; резец, изображенный на рис. 3, б, используется для обработки торца валика и обтачивания фаски. С помощью резца, приведенного на рис. 3, в, производятся растачивание отверстия в детали и обработка внутреннего конуса; резец, изображенный на рис. 3, г, заменяет два резца — отрезной и фасонный для обработки фасонной поверхности детали. Пример использования сложного комбинированного резца показан на рис. 4.
Рис. 2. Быстросменная резцедержавка
Применением комбинированных резцов достигается уменьшение времени на подвод и отвод инструмента. Использование многоместных резцовых головок. Этот способ уменьшения вспомогательного времени настолько эффективен, что все современные токарные станки, за исключением крупных, имеют четырехместные резцовые головки. Такую головку имеет токарный станок модели 1А62, рассмотренный в первой части книги. Одноместные резцедержатели при модернизации станков сравнительно старых конструкций, как правило, заменяются многоместными резцовыми головками.
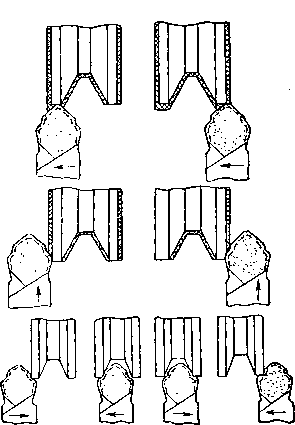
Рис. 3. Примеры применения комбинированных резцов
Рис. 4. Пример применения сложного комбинированного резца
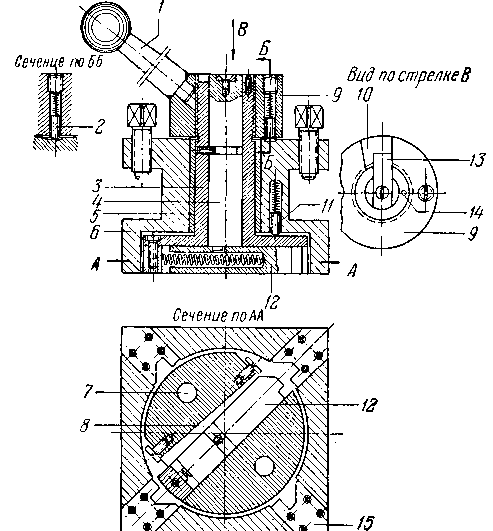
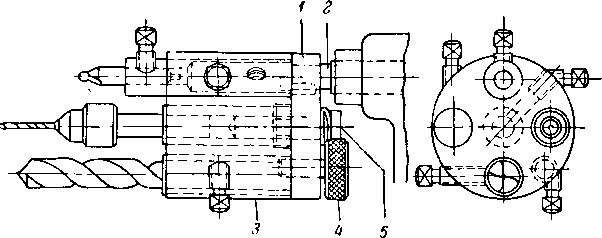
На точность размеров детали, обрабатываемой на станке с многоместной резцовой головкой, оказывает существенное влияние точность установки головки при каждом ее повороте. С этой точки зрения заслуживает внимания резцовая.головка, показанная на рис. 5. Осью поворота корпуса головки служит палец с фланцем на нижнем конце. Винтами, проходящими через отверстия, палец прикрепляется к суппорту. Центрирующая часть пальца и втулка, запрессованная в корпусе резцовой головки, должны быть термически обработаны. При повороте гайки за рукоятку на небольшой угол, корпус освобождается. Вслед за этим вертикальная стенка паза, имеющегося в верхнем торце гайки, упрется в поводок, прикрепленный к валику. Поэтому при дальнейшем повороте гайки вместе с ней будет поворачиваться и валик. Под действием эксцентричного выступа, имеющегося на нижнем торце валика и входящего в поперечный паз фиксатора, последний выходит из гнезда корпуса. Гнездами, в которые входит фиксатор, служат вырезы по форме рабочего конца фиксатора, сделанные в закаленных пластинках. Посредством клина обеспечивается точное перемещение фиксатора к пазу резцовой головки. При дальнейшем повороте гайки собачка поворачивает корпус; во время этого поворота стерженек со сферическим концом скользит по фланцу центрирующего пальца. Как только поводок упрется в штифт, поворот гайки прекращается. При повороте ее в обратном направлении корпус резцовой головки не вращается, удерживаемый, как тормозом, стерженьком. Эксцентричный выступ валика к концу поворота гайки не удерживает фиксатора, и последний под действием пружины входит в гнездо корпуса. После поворота гайки еще на некоторый угол корпус резцовой головки закрепляется в очередном рабочем положении. Четырехместная резцовая головка конструкции Ленинградского станкостроительного завода имени Свердлова устанавливается в 12 рабочих положениях. При повороте рукоятки соединенная с ней втулка ввинчивается во втулку, вследствие чего корпус резцовой головки вместе с фиксатором поднимается. Фиксатор выходит из отверстия во фланце пальца, относительно которого вращается корпус резцовой головки. Этим обеспечивается возможность поворота (рукой) корпуса до требуемого положения, фиксируемого предварительно шариковым фиксатором. Шарик фиксатора входит при этом в одну из канавок треугольного сечения, имеющихся на боковой поверхности пальца. При повороте рукоятки в обратном направлении корпус резцовой головки опускается, и фиксатор 6 входит в очередное отверстие фланца центрирующего пальца. К недостаткам рассмотренной голобкй относятся; необходимость поворота рукоятки больше чем на один оборот; отсутствие автоматичности поворота корпуса резцовой головки. Несмотря на эти недостатки, рассмотренная резцовая головка очень полезна при обработке деталей с фасками, а также при обработке конических шестерен и им подобных деталей. В этом случае каждым резцом, закрепленным в резцовой головке, можно обтачивать несколько различно расположенных конических поверхностей.
Рис. 5. Резцовая головка с горизонтальным фиксатором
Рис. 6. 12-позиционная резцовая головка
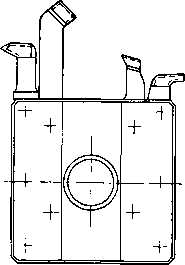
Рис. 7. Сменная резцовая головка
Следует отметить целесообразность применения сменных резцовых головок х. Такая головка оснащается набором резцов, необходимым для обработки определенной детали. После обработки партии данных деталей головка вместе с резцами снимается со станка и заменяется новой, подготовленной для обтачивания другой детали. Для более удобной установки резцов рассматриваемая головка имеет не четыре места для инструментов, а только два, но более широких; крепежные болты при этом расположены в два ряда, в шахматном порядке. Применение сменных головок оправдывается лишь в том случае, если за данным станком прочно закреплены определенные детали, например, в цехах, где принят групповой мётод обработки деталей. Применение многоместных державок и головок для инструментов, устанавливаемых в пиноли задней бабки. Если обработка отверстия в детали производится несколькими инструментами, устанавливаемыми в пиноли задней бабки, то для уменьшения вспомогательного времени, расходуемого на смену инструментов, следует применять многоместные державки и головки. Простейшая державка этого типа показана на рис. 8. В корпусе державки, вставленной в пиноль, имеется проушина. В проушине на пальце вращается изогнутая под прямым углом державка, в которой могут быть закреплены два инструмента, например, сверло и зенкер. На рис. 249 в рабочем положении находится сверло; после поворота державки на 90° в рабочее положение встанет зенкер. Каждое из этих положений державки определяется одним из регулировочных винтов 5, ввернутых в пластинку. Многоместная головка для закрепления нескольких (в данном случае трех) режущих инструментов показана на рис. 9. Эта головка состоит из диска, соединенного с коническим хвостовиком. На пальце, закрепленном в диске, вращается барабан, в гнездах которого устанавливаются инструменты. Рабочее положение каждого инструмента фиксируется посредством кнопки. Закрепление сверл на суппорте станка. При закреплении сверл, зенкеров и разверток в пиноли задней бабки подача инструмента осуществляется вручную, что не обеспечивает должной величины подачи, ее равномерности и утомительно для рабочего. Этих недостатков можно избежать при закреплении сверл и других инструментов для обработки отверстий на суппорте. Державка для закрепления одного сверла показана на рис. 10, а.
Рис. 8. Двухместная державка для инструментов, устанавливаемых в пиноли задней бабки
Рис. 9. Многоместная резцовая головка для инструментов устанавливаемых в пиноли задней бабки
Рис. 10. Державка для сверл, закрепляемых на суппорте
В коническое отверстие А державки вставляется, например, сверло, а планкой В державка вкладывается в резцовую головку. На рис. 10, б показана державка для двух сверл, применяемая при обработке ступенчатых отверстий. В случае надобности в одном из гнезд державки может быть закреплено сверло для получения отверстия в обрабатываемой детали, а в другом гнезде державки закрепляется сверло или зенковка для обработки фаски в просверленном отверстии. На рис. 10, в показан еще более сложный случай; в резцовой головке закреплена державка со сверлом, резцы и державка с отрезным резцом. Реклама:Читать далее:Уменьшение времени на измерение деталиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|




|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|