|
|
Категория:
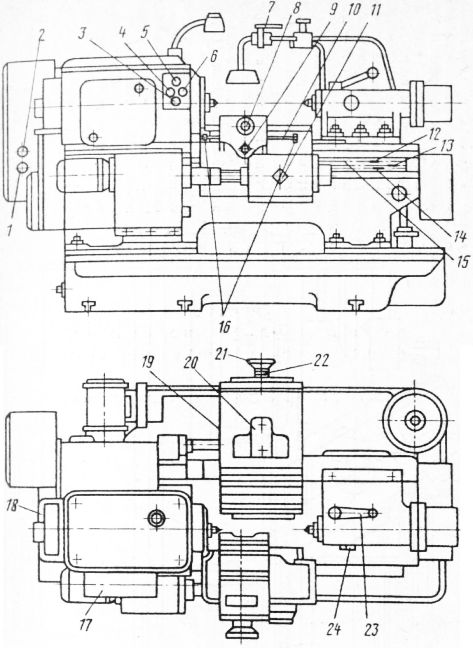
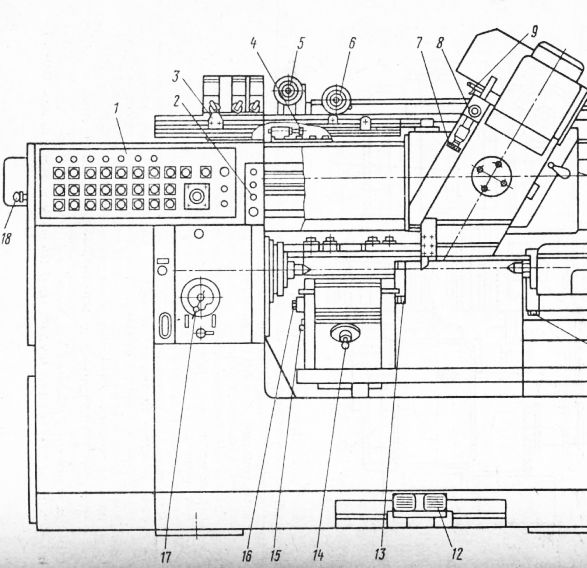
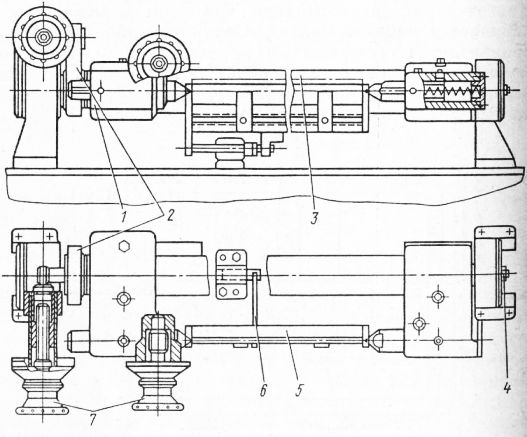
Токарные автоматы и полуавтоматы Органы управления и места регулирования токарных многорезцовых полуавтоматов мод. 1А720 и 1А730 показаны на рис. 1, а органы управления многорезцового токарно-копировального полуавтомата мод. 1708е — на рис.2. Наладочный пульт полуавтоматов мод. 1708е программирует в процессе наладки последовательность работы обоих суппортов, частоту вращения шпинделя и величину подачи копировального суппорта на разных этапах обработки заготовки внутри автоматического цикла. На пульте имеется 23 штепсельных разъема, размещенных в трех горизонтальных рядах. Средний и нижний ряды состоят из восьми, а верхний — из семи гнезд штепсельных разъемов, семь вертикальных рядов которых (по три гнезда в каждом) задают режимы работы разных этапов обработки. Над рядами имеются сигнальные лампы, загорающиеся при отработке соответствующего этапа. Верхний ряд гнезд штепсельных разъемов предназначен для программирования команд вставками на включение электромагнитных муфт редуктора главного движения.
Рис. 1. Органы управления и места регулирования токарных многорезцовых полуавтоматов мод. IA720 и 1А730:
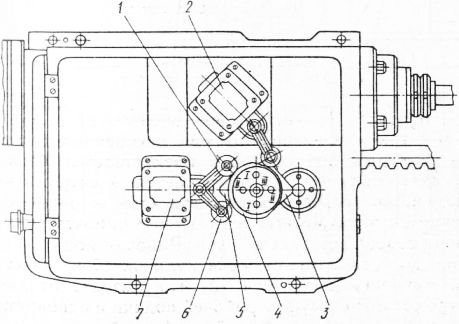
Рис. 2.2. Органы управления токарных многорезцовых копировальных полуавтоматов мод. 1708е: Кроме вышеуказанных пульт имеет следующие элементы управления: гнезда для вставок программирования начала работы поперечного суппорта и программирования отвода копировального суппорта; кнопки подвода и отвода поперечного суппорта, пуска шпинделя и его остановки, включения Охлаждения и быстрого перемещения копировального суппорта. Рукоятка крестового переключателя позволяет управлять перемещениями копировального суппорта при наладке, режим которой задается переключателем режимов «Наладка», «Полуавтомат». Командоаппараты. На многорезцовых токарных полуавтоматах мод. 1А730 и 1Н713 имеются однотипные командоаппараты, управляющие работой продольных суппортов. На станке 1Н713 имеется также командоаппарат и для обеспечения независимой работы поперечного суппорта. На линейке с тремя продольными пазами, имеющей П-образный профиль, укрепляют переставляемые кулачки, управляющие циклом работы. Линейка закреплена на торце суппорта и перемещается вместе с ним. За линейкой (ближе к основанию станка) против каждого ее паза размещены микропереключатели, на которые при перемещении линейки и воздействуют кулачки. При включении нажатием кнопки «Пуск» электродвигателей главного движения и ускоренных перемещений суппорты (продольный и механически связанный с ним поперечный) подходят к обрабатываемой заготовке на ускоренном ходу. Кулачок нажимает на шток микропереключателя, а тот, в свою очередь, разрывает цепь питания током электродвигателя ускоренных перемещений — быстрый ход суппорта прекращается. При этом на станке мод. выключается электромагнитная фрикционная муфта ускоренного хода и одновременно включается электромагнитная муфта рабочей подачи — суппорт совершает рабочий ход. Рабочая подача продолжается до того момента, пока кулачок не нажмет на шток микропереключателя, что вызовет отключение электромагнитной муфты рабочей подачи и одновременное включение электромагнитной муфты быстрого хода с реверсированием электродвигателя ускоренных перемещений. При этом происходит отвод суппорта от обрабатываемой заготовки в исходное положение на ускоренномуу ходу Он продолжается до того момента, пока не нажмет на шток микропереключателя, вызовет отключение электродвигателя быстрых перемещений. При отводе продольного суппорта кулачок выходит из контакта со штоком микропереключателя, а электродвигатель главного движения отключается одновременным отключением электромагнитного тормоза этом автоматический цикл заканчивается. На многорезцовых токарных полуавтоматах мод. А720 имеются командоаппараты роторного типа. На валу-барабане закрепляют дисковые профильные кулачки. Они могут занимать при регулировании различные взаимные положения, фиксируемые винтами. При вращении вала-барабана кулачки в необходимой последовательности производят переключения, воздействуя на ролики конечных выключателей. Исходное положение суппортов задается кулачком 5 при его контакте с роликом. Окончание быстрого подвода суппортов к заготовке производится кулачком, воздействующим на ролик выключателя. Двигатель ускоренного хода при этом отключается и начинается рабочая подача. Окончание рабочей подачи производится кулачком, переключающим конечный выключатель нажатием на ролик. При этом двигатель ускоренного хода вновь включается, но с вращением в противоположном направлении.
Рис. 3. Командоаппарат полуавтоматов мод. 1А730 и 1Н713:
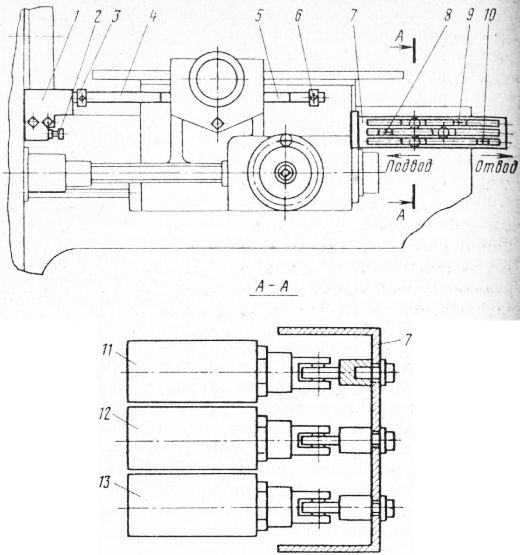
Рис. 4. Командоаппарат полуавтомата мод. 1А720: Командоаппараты токарно-копировальных станков настраивают и регулируют так же, как командоаппараты многорезцовых станков, имеющих П-образные линейки с пазами под кулачки, воздействующие на путевые пере-ключатели, при их совместном движении с кареткой суппорта. Регулирование механизмов. Механизм установки копира имеет скалку, закрепленную в стойках на радиально-упорных шарикоподшипниках. Возникновение зазоров в опорах скалки недопустимо, так как это вызовет отклонение форм и размеров изделия при копировании. Зазор устраняют ввинчиванием винта в крышку опорной стойки с последующим его законтриванием гайкой. Степень ввинчивания должна быть такой, чтобы вызванное гайкой трение в подшипниках не препятствовало свободному повороту в них скалки. Поворот происходит под действием неуравновешенного момента массы, возникающего при вращении маховичка в направлении, соответствующем опусканию копира, вследствие наличия закрепленных на скалке бабок. Подъем линейки с закрепленным на ней плоским копиром осуществляется через рычаг, а ее вертикальное положение обеспечивается шарнирной планкой. При копировании по эталону линейку снимают.
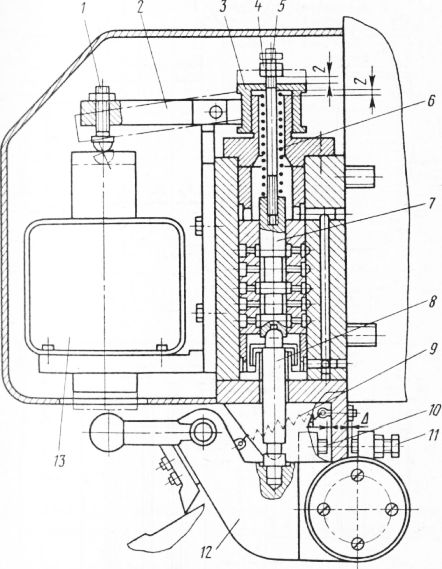
Рис. 5. Механизм установки копира на полуавтоматах мод. 1708е и 1713: Механизм щупа копировального суппорта необходимо периодически контролировать в процессе работы и регулировать. Электромагнит перемещает золотник щупа с помощью рычага, пружины и стержня в нижнее положение до получения зазора 2 мм между гайкой тяги и стаканом в конце хода якоря магнита. Регулирование для получения необходимого зазора выполняют винтом с последующим законтриванием его гайкой. При включении электромагнита стакан поднимается и освобождает пружину, а иружина перемещает золотник в верхнее положение, действуя на него через толкатель рычагом. При этом необходимо следить за тем, чтобы не возникало зазоров между золотником, толкателем и рычагом. Положение золотника при быстром отводе вверх регулируют винтом, а при быстром отводе вниз — винтом.
Рис. 6. Механизм щупа копировального суппорта:
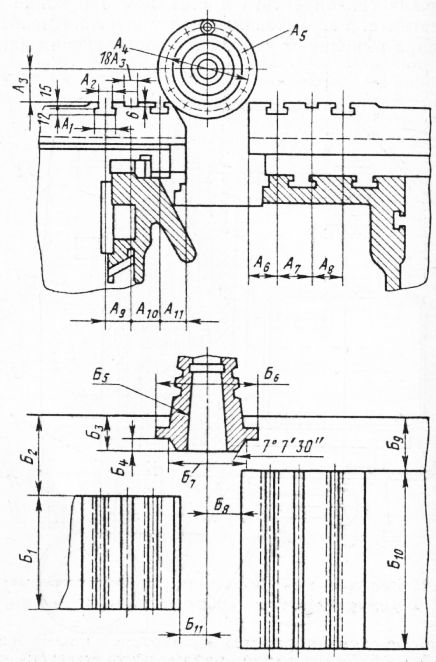
Рис. 7. Рабочие пространства, посадочные и присоединительные базы многорезцовых токарных полуавтоматов мод. IA720 и 1А730 Реклама:Читать далее:Наладка одношпиндельных многорезцовых и копировальных токарных полуавтоматовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|