|
|
Категория:
Токарные автоматы и полуавтоматы Органы управления и места регулирования токарно-револьверных прутковых автоматов мод. 1Д112 и 1Д118 показаны на рис. 1, а мод. 1Е110, 1Е116, 1Е125, 1Е140, 1Е165 — на рис. 2. Органы управления токарно-револьверного патронного полуавтомата с ЧПУ мод. 1П426ФЗ включают в себя: общий пульт управления станком; пульт управления УЧПУ; пульт корректирования величин подач (F) и частоты вращения шпинделя (S) станка; ножные педали зажима (левая) и разжима (правая) заготовки в гидропатроне. На лицевой стороне станка отдельно размещены: рукоятка переключения двух диапазонов частоты вращения шпинделя; вводный выключатель станка с УЧПУ; кнопка включения смазочной системы револьверного суппорта; указатель нагрузки. Пульт управления УЧПУ, показанный на рис. 4, а, имеет усовершенствованную конструкцию, так как ранее на нем отсутствовали отдельные клавиши ввода основных рабочих режимов. Эти команды задавались комбинациями набора буквенных символов клавиатуры, а именно: режим ввода программы с перфоленты — нажатием клавиш R и I, а затем клавиши «Пуск»; режим нормальной обработки с перфоленты — нажатием клавиш R и N. а если программа на перфоленте в ФСУ (фотосчитывающем устройстве) — нажатием клавиш I и V; режим ввода программы в память УЧПУ с клавиатуры ПУ — нажатием клавиш V и U; завершается ввод нажатием клавиши «Спец». Полуавтомат мод. 1П426ФЗ работает по программе, считываемой с восьмидорожечной перфоленты или заданной ручным набором на клавиатуре пульта управления (ПУ) УЧПУ. Система ЧПУ обеспечивает автоматическое управление перемещением суппорта по координатам Z и X, поворотом револьверной головки, переключением частот вращения шпинделя, бесступенчатым изменением продольных и поперечных подач, а также всеми другими элементами автоматического цикла, за исключением загрузки, разгрузки, зажима и разжима заготовки и пуска цикла.
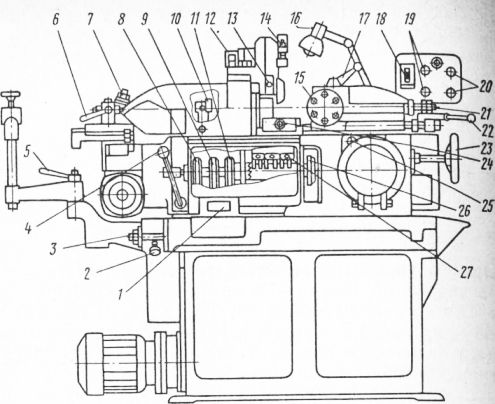
Рис. 1. Органы управления и места регулирования токарно-револьверных прутковых автоматов мод. 1Д112 и 1Д118:
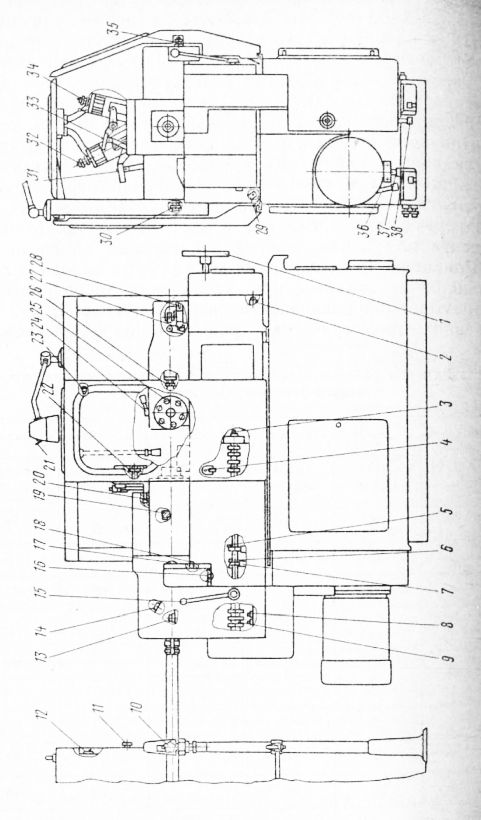
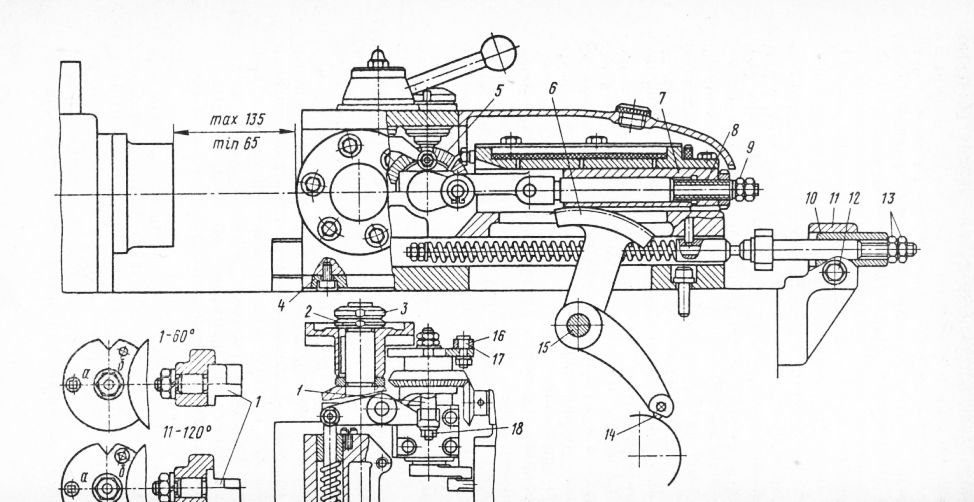
Рис. 2. Органы управления и места регулирования токарно-револьверных прутковых автоматов мод. 1Е110, 1Е116, 1Е125, 1Е140 и 1Е165: 1 — маховичок ручного вращения вспомогательного и распределительного валов, 2 — квадрат ручного поворота распределительных валов, 3 — штре-бель закрепления сменного кулачкового блока, 4 — отверстие под стержень в рычаге для ручной подачи суппортов, 5 — барабан, управляющий включениями подачи и зажима прутка, 6 — барабан, управляющий переключениями револьверной головки, 7 — рукоятка рычагов барабанов, 8 — командоаппарат, 9— барабан, управляющий переключениями командоаппарата, 10—маховичок закрепления поддерживающей пруток трубы, 11 — переключатель диапазонов частот вращения шпинделя, 12 — вводной автоматический выключатель, 13—винт закрепления подающей трубы, 14 — винт регулирования величины подачи прутка,- 15 — рукоятки включения вспомогательного и распределительного валов, 16 — толчковая кнопка включения ускоренного вращения распределительных валов, 17 — кнопка «Стоп», 18 — кнопка «Пуск» вращения шпинделя, 19 — отверстие под стержень в рычаге для Ручного зажима прутка, 20 — винт регулирования продольного положения вертикального суппорта, 21 — выключатель освещения, 22 — винт регулировали поперечного положения резцедержателя вертикального суппорта, 23 — кран подачи СОЖ, 24 — рукоятка ручного вывода фиксации револьверной головки, 25 — места закрепления инструментов в револьверной головке, 26 — винт регулирования положения револьверного суппорта от торца шпинделя, — винт регулирования пружины отвода револьверного суппорта
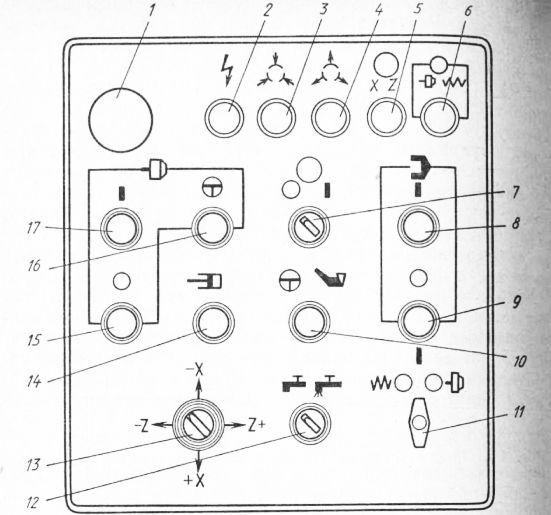
Рис. 3. Общий пульт управления токарно-револьверного патронного полуавтомата мод. 1П426ФЗ с ЧПУ 2У32:
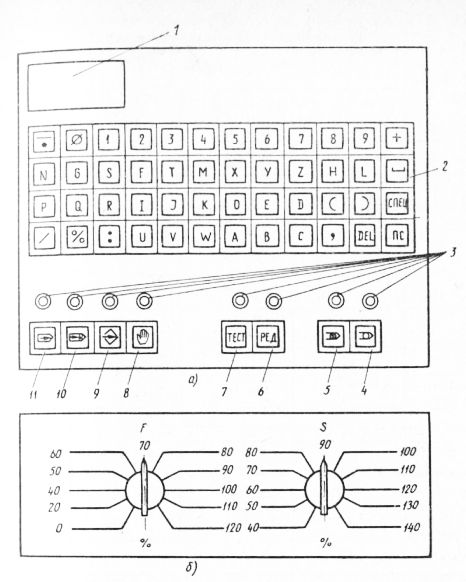
Рис. 4. Пульты управления УЧПУ (о) и корректирования величин подач и частот вращения Шпинделя (б) токарно-револьверного патронного полуавтомата мод. 1П426ФЗ: 1 — блок отражения символьной информации (БОСИ) — экран, 2—клавиатура буквенных символов, цифр и знаков для ручного набора (ввода) исходной информации — команд, 3 — сигнальные лампы, загорающиеся в подтверждение срабатывания команд, поданных находящимися под ними клавишами, 4, 5—клавиши «Стоп» и «Пуск», 6, 7—клавиши «Ред» (редактирование программы ручным набором с ПУ) и «Тест», 8—11 — клавиши режимов работы (соответственно ввод программы с перфоленты, режим нормальной отработки, ввод программы в память устройства, ручное управление)
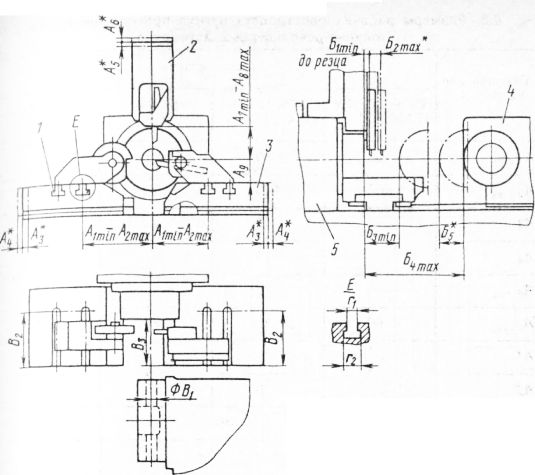
Рис. 5. Рабочие пространства и размеры регулирования станков мод. 1Д112, 1Д118, 1Б124 и 1Б136: Полукольца устанавливают на место и закрепляют витком упругой проволоки; гайкой 6 подшипник жестко досылают до упорных полуколец. При разборке и сборке шпинделей не допускается выпрессовывание колец роликовых и шариковых подшипников ударами молотка, для этого необходимо применять специальные винтовые приспособления.
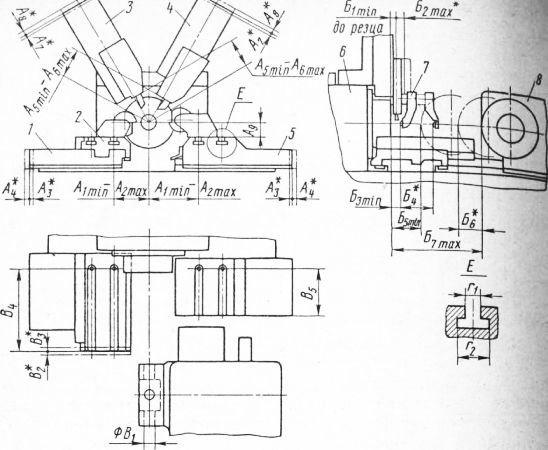
Рис. 6. Рабочие пространства и размеры регулирования станков мод. 1Е140—IE165:
Рис. 7. Рабочее пространство и размеры присоединительных баз полуавтоматов мод. 1П426ФЗ При этом кольцо роликоподшипника передней опоры растягивают (для устранения излишнего зазора), воздействуя на него через упорный шарикоподшипник, являющийся осевой опорой. Такая конструкция обеспечивает более продолжительный ресурс стабильной точности, но не позволяет рекомендовать выполнение регулировок в условиях текущего обслуживания. Регулирование осевого зазора в подшипниках необходимо при обнаружении колебаний линейных размеров, отклонений от плоскостности торцовых поверхностей и увеличении шероховатости поверхности.
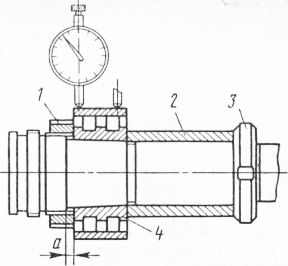
Рис. 8. Схема регулирования радиального зазора в роликовых опорах шпинделя на станках мод. 1Б125 и 1Б140:
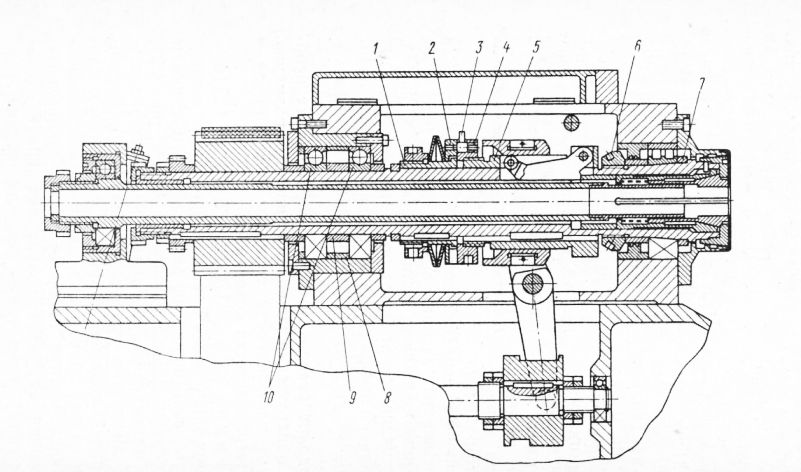
Рис. 9. Шпиндельная группа станков мод. 1EI10, 1Е1 16, 1Е125, 1Е140 и JЕ165: На станках мод. 1Б124, 1Б125, 1Б136 и 1Б140 осевой зазор регулируют перемещением круглой гайки в резьбовом отверстии втулки подшипников — этим дожигается сближение наружных колец шарикоподшипников и уменьшение зазора. Создание натяга между наружными и внутренними кольцами обоих подшипников необходимо производить в заданных пределах, что требует тщательной проверки с контролем температуры нагрева подшипников, которая не должна превышать 55—60 °С после непрерывной работы в течение 30 мин при наибольшей частоте вращения шпинделя. Перед перемещением гайки ее надо расконтрить, вывертывая винт, деформирующий более тонкую часть гайки в месте поперечной прорези. После регулирования зазора гайку законтривают. На станке мод. 1П426ФЗ осевое биение шпинделя определяется точностью изготовления специального подшипника, расположенного в передней опоре, и регулированию не подлежит. Револьверные суппорты (регулирование механизма). Люфт в зацеплении зубчатого сектора в станках мод. 1Б124, 1Б136, 1Б125, 1Б140, 1Д112 и 1Д118 устраняют с помощью эксцентриковой оси (освобождая ее от стопорного винта и вращая, устанавливают необходимый зазор между зубьями рейки и сектором). Зазор проверяют покачиванием рычага с сектором, конец которого может перемещаться на 0,1—0,2 мм. Суппорт должен двигаться плавно, без рывков на всей длине хода. Станки мод. 1Е110—1Е165 не имеют зубчатых секторов. Револьверный суппорт перемещают с помощью двуплечего рычага, один конец которого соединен с кривошипом револьверной головки через ось в его отверстии, а второй — роликом с криволинейным профилем дискового кулачка. Такая конструкция исключает регулирование, но создает незначительное замедление скорости суппорта в начале и конце рабочего хода.
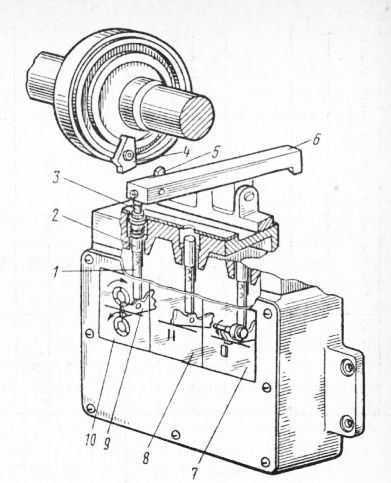
Рис. 10. Регулируемые участки револьверного суппорта станков мод. 1Д112 и 1Д118: На станках мод. 1Е110—1Е165 регулирование ведут так же, но поджим или отпуск гайки 2 выполняют с такой степенью, чтобы между корпусом или торцом револьверной головки образовался зазор 0,1—0,2 мм. Объясняется это тем, что у вышеуказанных станков имеется механизм, обеспечивающий поворот револьверной головки в отжатом от корпуса состоянии и автоматическое ее затягивание при фиксации в новой позиции. При отсутствии необходимого зазора механизм не будет срабатывать. По мере износа направляющих револьверного суппорта возникает необходимость в выборе образовавшегося зазора, который регулируют перемещением клина винтами. Дисковые кулачки. На токарно-револьверных автоматах применяют такие же кулачки, как и на токарных автоматах продольного точения, но отличаются они тем, что их наибольшие (делительные) окружности разделяются не на градусы, а на сто делений, которые принято называть «сотыми». Точки делений сотых связаны с точками наименьшей расчетной окружности кулачков линиями, условно называемыми лучами. Лучи пересекаются с дугами, радиусы которых равны плечам рычагов, несущих ролики, находящиеся в контакте с профильной поверхностью кулачков. На каждом кулачке должно быть нанесено нулевое деление. При установке на станок кулачку придают положение, соответствующее началу автоматического цикла. Выполняют кулачки из стали 45, а поверхность, контактирующую с роликом, подвергают термообработке (обычно поверхностной закалке ТВЧ-50). Командоаппараты. На станках мод. 1Д112, 1Д118 и 1Е110 — 1Е165 применяют командоаппараты, конструкции которых принципиально не отличаются от приведенной на рис. 11. Каждая секция имеет свое назначение и приводится в действие от ригеля, находящегося на ригельном барабане. (Количество секций может быть различным на станках разных моделей.) При вращении распределительного вала ригель «наезжает» на кулачок, закрепленный на рычаге, в результате чего последний, упираясь в винт, опускает вниз толкатель. Ленточная пружина 1 наталкивается на рычаг переключателя, включая или выключая контакт в электроцепи станка (через глазок в секции видно, какое положение занял переключатель). Чтобы не допустить пережима рычага и поломки пружины или рычага, регулируют величину хода толкателя ввертыванием или вывертыванием винта с последующим его законтрированием контргайкой. В результате необходимо добиться такого положения, чтобы хода толкателя хватало на переключение и в то же время, чтобы в самом нижнем положении пружина не упиралась в основание выемки на рычаге.
Рис. 11. Секционный командоаппарат: Реклама:Читать далее:Приспособления, расширяющие технологические возможности токарно-револьверных автоматов и полуавтоматовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|