|
|
Категория:
Автоматизация сварочного производства Далее: Уплотнение стыков Оборудование можно разделить на две основные группы: А. Оборудование для установки и перемещения сварочных аппаратов при сварке различных швов на изделиях, свариваемых на вращателях, манипуляторах, кантователях, роликовых и других стендах. К этому оборудованию относятся колонны, тележки и направляющие устройства для сварочных аппаратов, а также устройства для установки и перемещения сварочной аппаратуры при полуавтоматической сварке— колонны с консолями, тележки и т. д. Б. Оборудование, обеспечивающее удобное положение сварщиков при работе на высоте — подъемные и подъем но-выдвижные (универсальные) площадки для сварщика, а также лифты для подъема сварщиков, передвижные площадки-лестницы и другие устройства. Колонны для сварочных аппаратов. Колонны делятся по типу размещаемых на них аппаратов — для несамоходных и самоходных. Первые предназначены для сварки кольцевых швов, вторые — кольцевых и прямолинейных швов. Большинство колонн — поворотные; в частности, поворотными являются все типовые колонны. Это необходимо для возможности установки свариваемого изделия под сварочным аппаратом с помощью крана. Неповоротные колонны применяют в случаях, если изделие подается какими-либо специальными средствами, например роликовыми или другими конвейерами в поточных линиях. В ИЭС им. Е. О. Патона разработан ряд типовых конструкций колонн из унифицированных элементов. На рис. 97, апоказана поворотная колонна ПК-1, предназначенная для установки несамоходных сварочных аппаратов АБ, А-384 и др. Колонна состоит из основания, стойки, консоли, направляющей, каретки и двух электроприводов вертикального и горизонтального перемещения консоли. Вертикальное перемещение каретки с консолью осуществляется от электродвигателя через двухступенчатую зубчатую передачу, ходовой винт и гайку, укрепленную на каретке. Каретка перемещается по вертикальным направляющим стойки на четырех роликах. Горизонтальное перемещение консоли осуществляется от электропривода, размещенною внутри консоли. Стойка с консолью поворачивается вокруг оси основания вручную. Для закрепления стойки в основании предусмотрен фрикционный зажим. Поворотная колонна ПК-2 для самоходного сварочного аппарата АБС унифицирована с колонной ПК-1 и отличается от нее конструкцией каретки и закрепленной на ней консоли. Консоль жестко закреплена на каретке и представляет собой балку с направляющими, по которым передвигается сварочный аппарат АБС. Механизм выдвижения консоли по горизонтали отсутствует. Все остальные части колонны такие же, как в колонне ПК-1. Имеются колонны для несамоходных сварочных аппаратов, оборудованные приводом выдвижения консоли со сварочной скоростью. Такие колонны можно использовать для сварки не только наружных, но и внутренних швов. Колонны, предназначенные для сварки крупногабаритных узлов, оборудованы консолью для самоходных сварочных аппа-паратов (аналогично ПК-2), либо балконом для размещения сварщика с аппаратурой. Тележки для сварочных аппаратов. Тележки для сварки кольцевых швов (для несамоходных сварочных аппаратов) и кольцевых и коротких прямолинейных швов (для самоходных сварочных аппаратов) имеют только маршевую скорость передвижения. Тележки для сварки кольцевых и длинных прямолинейных швов имеют наряду с маршевой и. рабочую (сварочную) скорость передвижения.
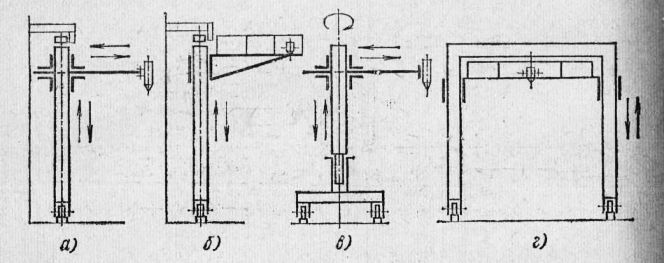
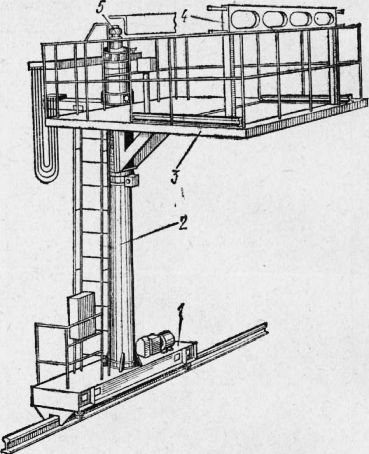
Рис. 1. Схемы тележек для сварочных аппаратов По конструкции тележки делят на три основные группы: Велосипедные тележки, перемещающиеся по двум рельсам, расположенным в вертикальной плоскости один над другим. Велосипедные тележки монтируют из колонн, установленных на самоходные двухколесные платформы, перемещающиеся по нижнему рельсу; в верхней части колонны имеются ролики, перемещающиеся по верхнему (направляющему) рельсу, удерживающие тележку от опрокидывания. Эти тележки занимают сравнительно небольшую производственную площадь, но могут располагаться только у стены цеха, так как при их размещении в середине пролета требуется устройство специальной металлоконструкции для крепления верхнего рельса. В некоторых случаях верхний рельс закрепляют на цеховых колоннах. Этот способ может быть применен только при достаточной жесткости колонн, так как в противном случае, при проходе мостового крана, колебания колонн будут передаваться сварочному аппарату, что снизит качество шва. Во избежание этого иногда крепление кронштейнов, поддерживающих верхний рельс, к цеховым колоннам осуществляют с помощью резиновых амортизирующих прокладок. На рис. 1, а показана схема тележки с консолью, а на рис. 1, б — схема тележки с балконом для крупногабаритных изделий. Общий вид велосипедной тележки с балконом изображен на рис. 2. Глагольные тележки отличаются от велосипедных тем, что передвигаются по двум рельсам, расположенным на полу цеха. Глагольные тележки монтируют из колонн, установленных на самоходные трех- или четырехколесные платформы. По сути дела — это напольные тележки с консолью. Тележки достаточно универсальны, могут быть установлены в любом месте цеха, но имеют два существенных недостатка — занимают большую производственную площадь, чем велосипедные тележки, что особенно сказывается при их применении для изделий с небольшими размерами поперечного сечения (например, балок), а также имеют недостаточную жесткость, особенно, тележки больших размеров. Глагольные тележки могут быть поворотными и неповоротными. На рис. 1, в показана поворотная глагольная тележка. Портальные тележки представляют собой напольные тележки, передвигающиеся по двум рельсам, расположенным с обеих сторон изделия. Эти тележки обладают наибольшей жесткостью по сра« внению с остальными и могут быть размещены в любом месте цеха. Недостаток портальных тележек — сложность и громоздкость конструкции, охватывающей изделие с обеих боковых сторон. Типовые портальные тележки предназначены в основном для сварки цилиндрических изделий. Кроме типовых, применяют специализированные портальные тележки для сварки конкретных изделий, например балок. По сравнению с глагольными тележками портальные в этих случаях занимают меньше места по ширине. В ИЭС им. Е. О. Патона разработан ряд типовых конструкций велосипедных, глагольных и портальных тележек, собираемых в основном из тех же унифицированных элементов, что и колонны. Так, например, в тележках ВТ-1, ВТ-2, ВТ-3, ВТ-4 использованы колонны соответственно ПК-1, ПК-2, ПК-3, ПК-4, в тележке ГТ-2 — колонна ПК-1. В портальной тележке ПТ-1 применены колонны ПК-1. Унифицированы также приводы велосипедных, глагольных и портальных тележек. Во всех типовых тележках сварочная скорость регулируется бесступенчато.
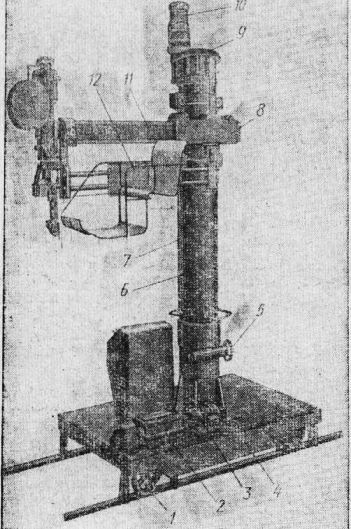
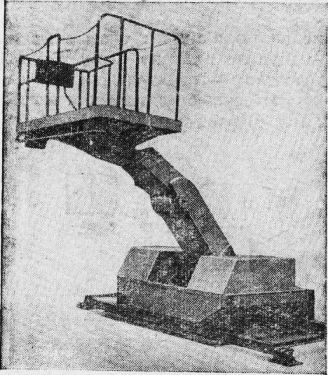
Рис. 2. Велосипедная тележка с балконом: При применении тележек для сварки продольных швов крупногабаритных изделий иногда наблюдается вибрация сварочного аппарата (особенно у глагольных тележек), а также пульсирующий характер движения тележек. Этим объясняется, что типовые тележки для сварки изделий с диаметром более 4 м, как правило, не имеют сварочной скорости, а оборудованы балконами с направляющими длиной до 2,5 м для самоходных сварочных аппаратов, что позволяет сваривать продольные швы в пределах длины одной обечайки без передвижения тележки. При выборе типовых тележек следует руководствоваться следующими основными соображениями: для сварки изделий диаметром до 4 м на установках, расположенных у стены цеха, целесообразно применять велосипедные тележки; изделия диаметром до 2 м сваривать в середине пролета лучше всего с использованием глагольных тележек; для изделий диаметром 4—6 м у стены цеха и 2—6 м в середине пролета наиболее применимы портальные тележки. Устройство типовых тележек рассмотрим на примере глагольной поворотной тележки, предназначенной для установки и перемещения несамоходных сварочных головок при сварке наружных прямолинейных и кольцевых швов. Тележка состоит из платформы с двумя приводными и одним холостым колесами, стойки, каретки с выдвижной консолью и трех электроприводов — передвижения тележки, подъема каретки и выдвижения консоли. Передвижение тележки осуществляется на приводных колесах электродвигателем с помощью двухступенчатого цилиндрического редуктора и червячной передачи. Вертикальное перемещение каретки с балконом осуществляется по направляющим стойки на четырех роликах при помощи электродвигателя через редуктор и ходовой винт. Привод выдвижения консоли размещен внутри нее. Стойка поворачивается ручным механизмом. К выдвижной консоли на специальных кронштейнах прикреплено кресло для сварщика.
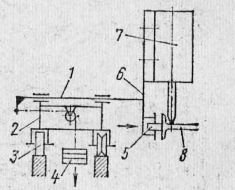
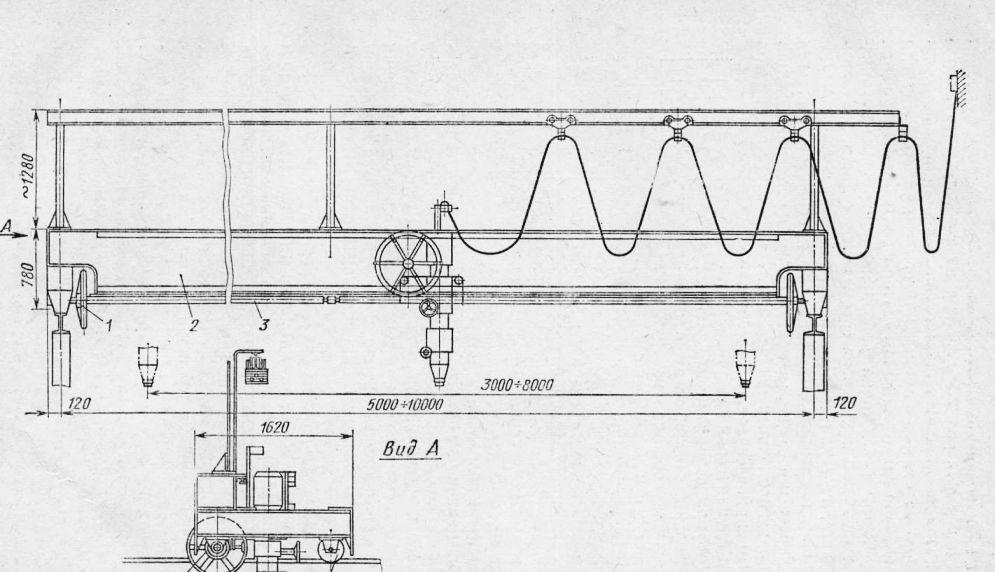
Рис. 3. Глагольная тележка Конструкции специальных тележек, предназначенных для сварки конкретных изделий, зависят от формы и размеров изделий, наличия производственных площадей и т. д. В качестве примера на рис. 4 приведена тележка для перемещения двухдуговой сварочной головки А-639 при сварке криволинейных швов продольных балок 8 грузовых вагонов. Тележка состоит из рамы, выдвижной штанги с кронштейном, механизма передвижения. Передвижение осуществляется электродвигателем через редуктор и зубчатые передачи со сменными шестернями со сварочной скоростью 40—100 м/ч. Маршевая скорость включается с помощью кулачковой муфты. Тележка опирается на четыре колеса, два из которых, расположенных над одним рельсом, выполнены двухребордными и являются направляющими. Наличие копирующего устройства обеспечивает движение головки вдоль криволинейного шва балки. Устройство состоит из копирного ролика, которым выдвижная часть тележки (штанга вместе с кронштейном и закрепленной на нем головкой) опирается на балку и прижимается к ней грузом с помощью троса. Направляющие устройства для сварочных аппаратов. Эти устройства предназначены для установки и передвижения по ним самоходных аппаратов при сварке прямолинейных швов ограниченной длины (обычно до нескольких метров) и применяются в случаях, когда конструкция изделия не позволяет применить трактор, передвигающийся непосредственно по изделию. Как правило, направляющие устройства имеют специальное назначение. Исключение составляют передвижные направляющие для швов длиной 3—8 м (катучие балки), предназначенные для широкой номенклатуры изделий. Катучая балка состоит из балки с направляющими для автомата АБС, двух ведущих и двух холостых колес, соединительного вала, штурвалов. Для фиксации балки над линией шва имеется стопорное устройство. Как видим, катучие балки не имеют механизма вертикального перемещения и применяются, когда уровень сварки изменяется
Рис. 4. Схема специальной тележки с копирующим устройством для перемещения сварочной головки в пределах вертикального хода самого автомата (для АБС — 200 мм, для А-874 — 400 мм, для 1401 — 250 мм), например для сварки различных плоских изделий и для балок с небольшим поперечным сечением.
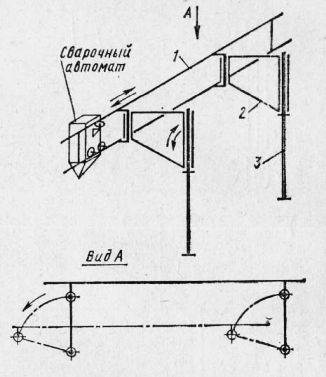
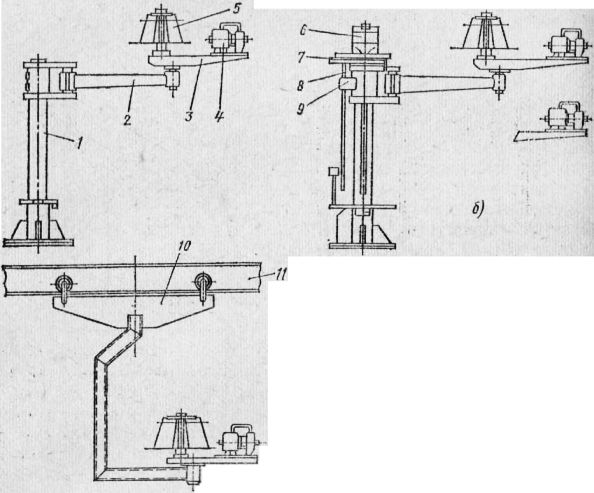
Рис. 5. Передвижные направляющие для сварочного автомата К направляющим устройствам относятся также устройства пантографного типа, основной частью которых является направляющая балка, по которой перемещается сварочный автомат. Балка шарнирно прикреплена с помощью консолей к колоннам. В исходном положении (например, при загрузке и снятии изделия) поворотом консолей балка с автоматом убирается из рабочей зоны, а в рабочем положении балка располагается над свариваемым изделием. Поворот консолей осуществляется обычно электроприводом. Устройства для установки сварочной аппаратуры. Эти устройства обычно представляют собой стационарные или переносные колонны с консолями, на конце которых расположены подающий механизм полуавтомата, а также кассета со сварочной проволочкой. На колонне шарнирно закреплены две секции складывающейся консоли. На конце консоли размещен подающий механизм полуавтомата, а около шарнира — кассета со сварочной проволокой. Благодаря складывающейся консоли устройство, обладая значительным радиусом обслуживания (до 3500 мм), при необходимости занимает сравнительно небольшую площадь. Недостаток такой конструкции — неудобная установка кассеты — на высоте. Колонна, изображенная на рис. 7, б, оборудована механизмом подъема консоли, состоящим из электродвигателя, редуктора, ходового винта и гайки. Для установки кассеты консоль опускается в нижнее положение. При сварке длинных изделий подающий механизм полуавтомата и кассету с проволокой размещают на тележке, перемещающейся по монорельсу, расположенному вдоль свариваемого изделия. Оборудование для подъема и перемещения сварщиков. Основным видом оборудования для подъема и перемещения сварщиков являются подъемные и подъем но-выдвижные площадки с механизированным приводом. Подъемно-выдвижные площадки могут не только поднимать, но и перемещать горизонтально рабочий балкон со сварщиком (при неподвижном основании площадки). Площадки могут быть изготовлены стационарными, переносными и передвижными.
Рис. 6. Схема направляющих пантограф» него типа для сварочных автоматов Стационарные площадки необходимы для обслуживания специализированных рабочих мест в случаях, когда движение только верхней части площадки (рабочего балкона) при неподвижном основании обеспечивает удобную работу при сварке всех швов изделия. Переносные, обычно небольшие площадки, применяют в стесненных цеховых условиях.
Рис. 7. Устройства цля установки полуавтоматов Наибольшей универсальностью обладают передвижные, механизированные площадки, позволяющие быстро перемещать сварщика вместе с аппаратурой и материалами непосредственно к месту сварки. Это особенно важно при сварке крупногабаритных изделий на позиционерах, кантователях и других поворотных устройствах, когда сварщик, находясь на высоте, должен быстро перемещаться при каждом повороте изделия, Не менее важна возможность механизированного перемещения сварщика при полуавтоматической сварке, так как сварщик должен иметь при себе подающий механизм полуавтомата. При отсутствии механизированных площадок сварщик должен пользоваться переставными лестницами, стремянками, подставками и другими приспособлениями, которые каждый раз приходится переставлять. Кроме того, эти простейшие устройства не всегда могут обеспечить удобное расположение сварщика при сварке всех швов изделия. Таким образом, механизированные площадки позволяют расширить область применение полуавтоматической сварки, сваривать большую часть швов в нижнем положении и «в лодочку», удобно и безопасно располагаться сварщику на высоте, значительно сокращать вспомогательное время на его перемещение. Передвижные подьемные площадки обеспечивают перемещение сварщика в двух направлениях: по вертикали — подъемом балкона — и по горизонтали — передвижением всей площадки. Последнее движение может осуществляться как вдоль, так и поперек фронта работ («с наездом на изделие»).
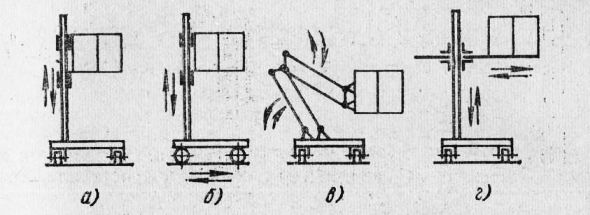
Рис. 8. Схемы передвижных площадок для сварщика Подъемно-выдвижные площадки обычно передвигаются вдоль фронта работ, обеспечивая таким образом перемещение сварщика в трех направлениях: вдоль фронта работ — перемещением всей площадки, поперек фронта работ — выдвижением балкона, по вертикали — подъемом балкона. Подъемно- выдвижные площадки могут быть выполнены по двум основным схемам — шарнирно-рычажной и координатной. Шарнирно-рычажная схема обеспечивает подъем и выдвижение рабочего балкона за счет вращательных движений секций стрелы, а координатная схема — за счет прямолинейных движений каретки по вертикали и консоли по горизонтали (аналогично движениям глагольных и велосипедных тележек). Площадки, выполненные по координатной схеме, занимают значительно больше места в исходном положении, так как консоль в исходном положении выступает над тележкой в сторону, противоположную фронту работ. Площадки, выполненные по шарнирно-рычажной схеме, отличаются компактностью в исходном положении. Конструкция шарнирно-рычажных площадок более технологична по сравнению с координатными, так как в ней отсутствуют направляющие для прямолинейного движения, отличающиеся сложностью изготовления. Кроме рассмотренных площадок с механизированными приводами передвижения, в ряде случаев применяют простейшие площадки типа передвижных лестниц. При электрошлаковой сварке барабанов котлов и других крупногабаритных изделий требуется перемещение сварщика по вертикали на несколько метров. Для этого служат специальные лифты. Для обеспечения безопасной работы на высоте оборудование для перемещения сварочных аппаратов и сварщиков должно иметь специальные предохранительные устройства. В механизмах подъема с тросом или цепью устанавливают ловители, предотвращающие падение поднимаемой части машины при обрыве троса или цепи. На подъемных винтах для этого же закрепляют вторую, страхующую, гайку. Гидроприводы площадок для сварщиков оборудуют специальными гидрозамками (управляемыми обратными клапанами), запирающими цилиндры и предотвращающими,
Рис. 9. Подъемно-выдвижная площадка для сварщика таким образом, опускание балкона при случайном падении давления в гидросистеме. Для повышения устойчивости выдвижные площадки для сварщика оборудуют захватами за головку рельса. Балконы площадок для сварщика оборудуют специальным предохранительным устройством с конечными выключателями, останавливающим балкон или площадку (в зависимости от схемы движения) при наезде на препятствие. Все балконы ограждают перилами высотой 1000 мм. Полы балконов должны быть покрыты диэлектрическими ковриками. На площадках должны быть таблички с указанием допустимых нагрузок и числа поднимаемых людей. Реклама:Читать далее:Уплотнение стыковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|