|
|
Категория:
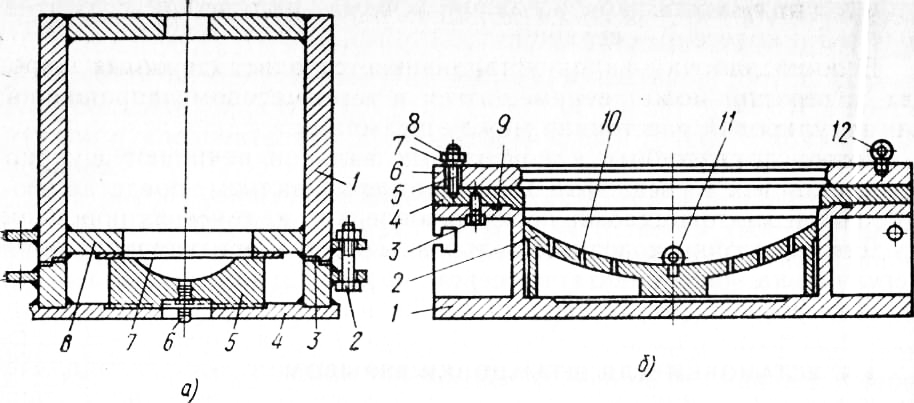
Кузнечные работы Далее: Гидростаты Среди способов высокоэнергетической обработки давлением одной из первых нашла относительно широкое применение штамповка взрывом. Ее используют, в основном, для изготовления крупногабаритных деталей (например, днищ, обечаек барабанов, котлов и т. д.). Штамповку взрывом проводят как на открытом воздухе, так и в воде. Одна из установок для штамповки на воздухе показана на рис. 1, а. На основании устанавливается штамп, верхняя поверхность которого соответствует форме штампуемой детали (например, в виде части сферы). Заготовка, уложенная на штампе, прижимается кольцом, приваренным к камере сгорания. Через отверстие в верхней крышке камеры в нее вводится заряд и подрывается. Выделившиеся при сгорании пороха газы прижимают заготовку к поверхности штампа и она принимает заданную штампом конфигурацию. Заготовка деформируется с такой скоростью, что воздух (если он остается в полости штампа) не успевает выйти из-под заготовки. Он сжимается и после прекращения действия взрыва, расширяясь, деформирует готовое изделие в обратную сторону. Чтобы этого не произошло, перед взрывом воздух из полости под заготовкой откачивают. Для этого в штамп через отверстие в основании установки вворачивается штуцер, связанный гибким шлангом с вакуум-насосом. Во избежание подсоса воздуха из атмосферы между штампом и прижимным кольцом устанавливают прокладки. При штамповке взрывом в качестве среды, передающей давление, удобно использовать воду. При подводной штамповке требуется меньше взрывчатых веществ, чем для достижения того же эффекта при штамповке на воздухе. К тому же вода снижает уровень шума и поглощает конечные продукты взрыва. Вместо воды используют также минеральное масло и иногда песок. Подводную штамповку взрывом выполняют обычно в бетонированных бассейнах, при этом не требуется специальной камеры сгорания. Перед укладкой заготовки рабочие части штампа должны быть смазаны солидолом.
Рис. 1. Установки для взрывной штамповки: Подготовленный к работе штамп опускают на дно бассейна. Затем над заготовкой устанавливают заряд, после чего бассейн наполняют водой, одновременно создавая вакуум в полости под заготовкой. После отключения насосов осуществляют взрыв, вслед за которым вода перекачивается в другую емкость. Сняв прижимное кольцо, удаляют готовую деталь. Штамповка взрывом имеет ряд существенных достоинств. В частности, не требуются большие капитальные затраты на оборудование, само оборудование несложно, время процесса невелико. Поскольку скорости деформирования металла при взрыве достигают 150 м/с, отпадает нужда в предварительном нагреве заготовок. По той же причине штамповке взрывом легко поддаются труднодеформируемые металлы. Вследствие кратковременности процесса (тысячные доли секунды) штампы можно изготовлять не только из дешевых низкоуглеродистых сталей, но и из таких материалов, как бетон, дерево, пластмасса и т. д. Штамповка взрывом предпочтительна для мелкосерийного производства деталей из листа. Взрывная обработка объемных деталей требует не всегда оправданных усложнений. К недостаткам взрывной обработки следует отнести необходимость иметь хоть и небольшую, но отдельную площадку. Реклама:Читать далее:ГидростатыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|