|
|
Категория:
Деревообрабатывающие станки Для заточки и фугования ножей непосредственно на ножевом валу (головке) предусмотрены съемные, а иногда и встроенные заточные устройства. Эти устройства позволяют не только точно выверять радиусы вращения режущих кромок, но и значительно экономить время. Устройства применяют также и для промежуточного фугования ножей в процессе работы, что позволяет значительно продлить время между заточками. Одно из таких устройств показано на рис. 1. На двух кронштейнах закреплена горизонтальная направляющая суппорта. Суппорт перемещается вдоль оси вала винтом с приводом от реверсивного электродвигателя через редуктор. В более простых устройствах для этой цели предусмотрена рукоятка. В постоянном зацеплении с винтом 6 находится закрепленная на суппорте гайка (на рисунке не показана). На валу электродвигателя, подвижно закрепленного на суппорте, установлен чашечный абразивный круг. Положение электродвигателя с чашечным кругом регулируют по высоте маховичком. В специальных пазах суппорта закреплено приспособление с оселком, которое передвигают по высоте вместе с суппортом маховичком. Точность установки оселка регулируют винтом. Для автоматического управления работой устройства установлены конечные выключатели. При затуплении задние грани ножей вначале фугуют, затем шлифуют, не снимая их со станка. Станок должен быть остановлен. Для Фугования маховичком поднимают электродвигатель с чашечным кругом, а оселок опускают ниже чашечного круга. Включают двигатель ножевого вала и осторожно опускают оселок, устанавливая его так, чтобы он только касался режущих кромок ножей. Включают электродвигатель продольной подачи оселка (при ручном приводе перемещают оселок маховичком) и после каждого прохода постепенно опускают оселок. Когда оселок будет касаться кромок всех ножей по всей их длине, фугование считают законченным и отключают двигатели. Фиксируют ножевой вал и опускают чашечный круг с таким расчетом, чтобы он слегка касался задней кромки затачиваемого ножа. Включив электродвигатели, начинают затачивать и шлифовать заднюю грань очередного ножа.
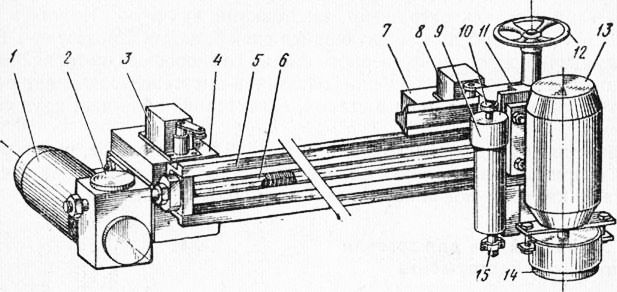
Рис. 1. Схема универсального заточного устройства для широкопролетного рейсмусового станка:
1 — электродвигатель подачи, 2 — редуктор, 3, 8 — конечные выключатели, 4, 7 — кронштейны, 5 — горизонтальная направляющая, 6, 10 — винты, 9 — приспособления для оселка, 11 — суппорт, 12 — маховичок, 13 — электродвигатель абразивного круга, 14 — чашечный абразивный круг, 15 — оселок
Следует помнить, что при фуговании и заточке ножей выработка их может быть не одинаковой по длине ножа и настройка оселка или чашечного круга, сделанная по концу ножа, будет чрезмерно большой (или наоборот) для его середины. Во избежание ошибок оселок и круг нужно подводить до соприкосновения с ножом очень осторожно. Заточку заканчивают, когда образованная фугованием фаска на режущей кромке ножа уменьшится до 0,15 — 0,20 мм. Мелкие заусенцы и шероховатости устраняют вручную оселком. Реклама:Читать далее:Приемники станков для удаления отходов и огражденияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|