|
|
Категория:
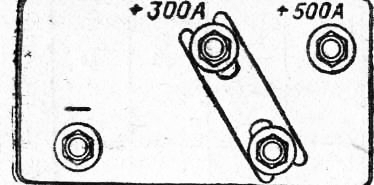
Сварка металлов Далее: Сварочные агрегаты Преобразователь ПСО-500. Предназначен для однопостовой ручной сварки и резки, а также механизированной сварки под слоем флюса. Преобразователь состоит из сварочного генератора постоянного тока и трехфазного асинхронного электродвигателя. Нормальная работа преобразователя возможна только при направлении вращения, указанном стрелкой на щите генератора. Генератор работает по схеме независимого возбуждения с последовательной размагничивающей обмоткой. Имеет четыре основных магнитных полюса. На двух полюсах размещены катушки независимой обмотки возбуждения (нама!ничивающей), выполненные большим числом витков из тонкого провода. На двух других основных полюсах размещены катушки последовательной обмотки возбуждения (размагничивающей), выполненные малым числом витков из толстого провода (шины). Для обеспечения нормальной коммутации генератор имеет два добавочных магнитных полюса. В коробке, смонтированной на корпусе преобразователя, помещен блок питания независимой обмотки возбуждения, регулировочный реостат, амперметр, пакетный выключатель для запуска и остановки электродвигателя преобразователя. Блок питания независимой обмотки возбуждения состоит из однофазного понижающего трансформатора 220/80 В и селенового выпрямителя, включенного по однофазной мостовой (двухполупериодной) схеме. Преобразователь имеет два диапазона сварочного тока — до 300 А, до 500 А. Доска выходных зажимов имеет четыре зажима. К зажимам минус (—) и плюс (+) присоединяют сварочные провода. Плюсовой зажим соединяется перемычкой с зажимом 300 А или с зажимом 500 А — так получают два диапазона токов. Плавная регулировка тока в обоих пределах осуществляется регулировочным реостатом. Аналогичное устройство имеет сварочный преобразователь ПД-501. Нельзя путать преобразователи ПСО-500, ПД-501 с преобразователем ПСГ-500, предназначенным для механизированной сварки плавящимся электродом в среде углекислого газа. Все эти преобразователи выполнены в одном базовом корпусе и внешне похожи друг на друга. Преобразователь ПСГ-500 имеет жесткую внешнюю характеристику, поэтому использование его для ручной сварки покрытыми электродами невозможно. Различать преобразователи очень просто по доске выходных зажимов. Преобразователь ПСГ-500 имеет всего два выходных зажима: минусовый (—) и плюсовый (+). Преобразователь ПСО-300. Предназначен для однопостовой ручной сварки и резки. Нормальная работа преобразователя возможна только при направлении вращения, указанном стрелкой на щите генератора. Генератор преобразователя работает по схеме параллельного возбуждения с последовательной размагничивающей обмоткой. Имеет четыре основных магнитных полюса. На двух полюсах размещены катушки параллельной обмотки возбуждения (намагничивающей), выполненные большим числом витков из тонкого провода. На двух других основных полюсах размещены катушки последовательной обмотки возбуждения (размагничивающей), выполненные малым числом витков из толстого провода (шины). Для обеспечения нормальной коммутации генератор имеет два добавочных магнитных полюса.
Рис. 1. Доска выходных зажимов ттагобразователя ПСО-500 В коробке, смонтированной на корпусе преобразователя, помещен регулировочный реостат, амперметр, пакетный выключатель для запуска и остановки электродвигателя преобразователя. Преобразователь имеет два диапазона сварочного тока — до 180 А, до 300 А. Доска зажимов имеет четыре зажима. Ступенчатая и плавная регулировка тска осуществляются аналогично преобразователю ПСО-500. Преобразователь 11Д-305. Предназначен для однопостовой ручной сварки и резки. Нормальная работа преобразователя возможна только при направлении вращения, указанном на торце преобразователя. Преобразователь состоит из вентильного генератора постоянного тока, трехфазного асинхронного электродвигателя, аппаратуры управления. Вентильный генератор представляет собой индукторный генератор повышенной частоты со встроенным выпрямительным блоком. В пазах статора индукторного генератора размещена силовая трехфазная обмотка якоря. Обмотка возбуждения крепится к корпусу генератора и размещается между двумя зубчатыми пакетами ротора (индуктора) генератора. Выпрямительный блок генератора собран из кремниевых вентилей по трехфазной мостовой схеме. В коробке управления преобразователя помещена пускорегули-рующая аппаратура: переключатель для запуска и остановки электродвигателя, переключатель диапазонов сварочного тока, блок питания обмотки возбуждения генератора (трансформатор напряжения, трансформатор тока, выпрямитель). Преобразователь имеет два диапазона сварочного тока — до 150 А, до 350 А, которые обеспечиваются переключением трехфазной обмотки якоря генератора. Плавная регулировка тока внутри диапазонов осуществляется дистанционно при помощи регулировочного реостата, подключаемого к коробке управления. Преобразователь ПСМ-1000-4. Предназначен для одновременного питания нескольких постов ручной сварки, которые подключаются к преобразователю параллельно через балластные реостаты. Нормальная работа преобразователя возможна только при направлении вращения, указанном на щите генератора. Генератор преобразователя работает по схеме смешанного возбуждения. Имеет четыре основных магнитных полюса. Катушки параллельной и последовательной обмоток возбуждения размещены на всех полюсах. Катушки параллельной обмотки имеют большое число витков из тонкого провода, катушки последовательной обмотки— малое число витков из толстого провода (шины). Для обеспечения нормальной коммутации генератор имеет четыре дополнительных полюса. Для плавного регулирования напряжения генератора служит регулировочный реостат, включенный в цепь параллельной обмотки возбуждения генератора. Регулировка сварочного тока на каждом сварочном посту осуществляется ступенчато при помощи балластного реостата. Все ступени реостата при помощи рубильников могут соединяться между собой параллельно. С увеличением числа включаемых ступеней уменьшается общее сопротивление балластного реостата, а сварочный ток увеличивается, и наоборот. Балластный реостат. Является регулируемым омическим сопротивлением состоит из нескольких ступеней. В сварочную цепь балластный реостат включается последовательно с дугой в рассечку провода, идущего на электрод. Каждая ступень балластного реостата включается в сварочную цепь при помощи рубильника, расположенного на передней стенке реостата. Здесь же на табличке приведена ориентировочная величина сварочного тока в зависимости от числа включенных ступеней. Элементы ступеней сопротивлений реостата изготовляют из жаростойкой фехралевой проволоки прямоугольного или круглого сечения и выполняют в виде спирали. Балластные реостаты выпускаются на номинальные токи 200, 315, 500 А. Некоторые марки балластных реостатов: РБ-200, РБ-201, РБ-300, РБ-301, РБ-302, РБ-500, РБ-501. Принципиальная схема балластного реостата изображена на рис. 31. Если требуется величина тока большая, чем та, на которую рассчитан реостат, то два балластных реостата можно включать параллельно. Преобразователь ПСУ-500. Конструктивно выполнен аналогично преобразователю ПСО-500. Является универсальным. Предназначен для однопостовой ручной сварки и резки, для механизированной сварки под слоем флюса, для механизированной сварки в среде углекислого газа. Генератор преобразователя имеет как падающие, так и жесткие внешние характеристики. Возбуждение генератора независимое с последовательной размагничивающей обмоткой. Генератор имеет четыре основных магнитных полюса и два дополнительных. На двух основных полюсах размещены катушки независимой (намагничивающей) обмотки возбуждения, выполненные большим числом витков тонкого провода. На двух других основных полюсах размещены катушки последовательной (размагничивающей) обмотки возбуждения. Для получения падающей внешней характеристики преобразователя используются независимая (намагничивающая) и последовательная (размагничивающая) обмотки возбуждения, а также часть витков обмотки дополнительных полюсов генератора. Для получения жесткой внешней характеристики преобразователя часть витков последовательной (размагничивающей) обмотки возбуждения отключаются, но включается полное число витков обмотки дополнительных полюсов. Переключение внешних характеристик осуществляется пакетным переключателем и присоединением сварочных кабелей к двум соответствующим зажимам на клеммной доске. Реклама:Читать далее:Сварочные агрегатыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|