|
|
Категория:
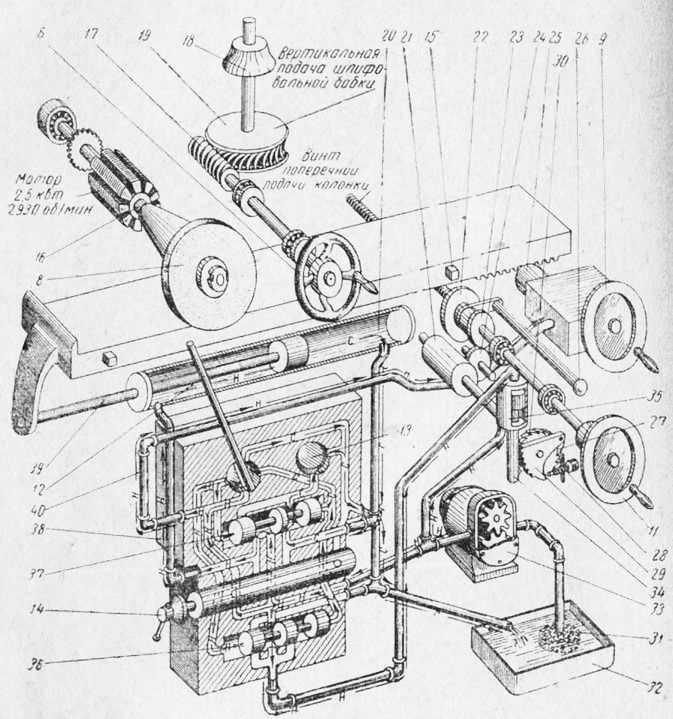
Слесарно-инструментальные работы Устройство плоскошлифовального станка рассмотрим на примере станка СК-371, наиболее пригодного для инструментальных работ. На этом станке можно производить и обычное шлифование плоскостей, и профильное или, как говорят, лекальное шлифование. Станок состоит из следующих главных частей: станины, тумбы с подкладной плитой, колонки, смонтированной в ней шлифовальной бабки, рабочего стола и гидравлической системы станка. По гидрокинематической схеме станка можно проследить, как гидравлическая система производит эти движения. Шестеренчатый насос, вращаемый электродвигателем мощностью 1,8 кет, во все каналы гидросистемы нагнетает масло, засасывая его через сетчатый фильтр из резервуара станины. Сразу же по выходе из насоса масло устремляется, как указано страт , камн Н (нагнетание), по двум направлениям, т. е. в коробк переключения и в маслораспределитель для смазки направляю щих стола (на схеме не показан).
Рис. 1. Гидрокинематическая схема станка СК-371.
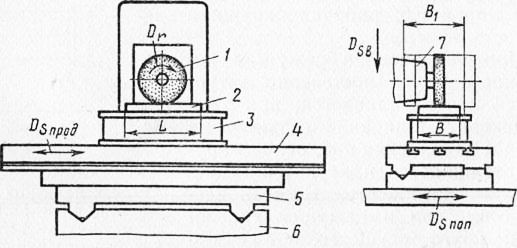
Масло, попав в коробку переключения, подходит с одной стороны к пусковому крану гидросистемы, а с другой стороны попадает в цилиндр золотника продольной подачи. Если включить пусковой кран, то, пройдя по его ближайшему отверстию, масло попадет в цилиндр золотника переключателя и оттуда направится в цилиндр подачи детали, стремясь сдвинуть вправо поршень и скрепленный с ним стол. Перемещение стола вправо создается тем, что масло получает в этот момент возможность свободного выхода из противоположной полости цилиндра по каналам гидросистемы и возврата в резервуар станины. Масло, освобождающее цилиндр, вновь проходит на своем пути, как показывают стрелки С (слив), цилиндр золотника переключения и попадает в скоростной кран, регулирующий скорость выхода масла и ускоряющий или замедляющий подачу детали. Наконец, масло попадает в резервуар станины. Передвигаясь вправо, стол в конце своего хода повертывает кран переключателя, нажимая на него кулачком. Что же происходит при переключении крана? Как видно из схемы, кран переключения направляет масло в одну либо в другую сторону цилиндров золотника переключения и золотника продольной подачи (рис. 1). При его переключениях меняется направление подачи масла в золотники и они движутся вправо или влево. При левом повороте рычага крана (положение на схеме) кран направляет масло в левые полости золотников и соединяет правые со свободным выходом. Переключение крана вправо меняет направление движения масла и оно поступает уже слева, а левые полости золотников в это время соединяются с каналами слива. В результате золотники отходят влево, меняя направление масляного потока на обратное, и поршень подачи детали пойдет назад, увлекая за собой стол. Так осуществляется автоматическая подача детали. Кроме автоматической подачи станок СК-371 позволяет маховичком, вращающим зубчатое колесо, производить ручное перемещение стола. Это колесо под действием пружины находится в постоянном зацеплении с рейкой стола. Чтобы воспользоваться ручным перемещением, необходимо выключить пусковой кран. Тогда масло получит свободный выход из гидравлической системы в резервуар через продольную канавку пускового крана и позволит перемещать стол зубчатым колесом. При включении крана масло по трубопроводу 40 поступит в коробку ручной подачи детали и выведет зубчатое колесо из зацепления с рейкой стола. Станок имеет также автоматическую и ручную продольные подачи. Ручная црдача осуществляется маховичком, непосредственно вращающим винт. Автоматическая подача производится рейкой поршня продольной подачи после каждого хода стола. Во время рабочего хода поршень находится под двусторонним действием нагнетаемого масла (положение на схеме) и, благодаря разнице площадей поршня, а следовательно, и разных давлений на поршень, Движется вниз, подготовляя механизм подачи к рабочему ходу. При переключении рычага золотник соединит верхнюю полость цилиндра со сливом и уменьшит давление на верхнюю плоскость поршня. В результате поршень будет подниматься вверх, повертывая зубчатый сектор. Во время движения этого сектора собачка повернет храповое колесо, а вместе с ним и валик с шестерней. Величина получаемой при таком повороте подачи будет зависеть от угла поворота сектора и от количества находящихся в этом углу зубьев, которое устанавливается ограничителем. Вращаясь, шестерня передает вращение ходовому винту через шестерни. В зависимости от того, через какие шестерни передается движение винту, меняется и направление подачи. Переключение шестерен производится рычагом. Для подъема или опускания шлифовальной бабки по направляющим колонки, т. е. для поперечной подачи (подача на глубину), служит маховичок, вращающий червяк, червячное колесо и винт, работающий в паре с гайкой. —- Плоскошлифовальный станок с прямоугольным столом и крестовым суппортом предназначен для шлифования периферией круга плоских и фасонных поверхностей заготовок из конструкционных и инструментальных сталей, чугунов и твердых сплавов. Такие станки находят широкое применение в инструментальном производстве. Главное движение D, резания осуществляется на плоскошлифовальном станке шлифовальным кругом. Заготовку закрепляют на электромагнитной плите установленной на прямоугольном столе, который совершает продольное возвратно-поступательное перемещение — движение Dsnpoa продольной подачи. Своими плоской и V-образной направляющими стол установлен на крестовом суппорте, который по V-образным направляющим станины станка перемещается в поперечном направлении, т. е. совершает движение Л поп поперечной подачи.
Рис. 1. Плоскошлифовальный станок
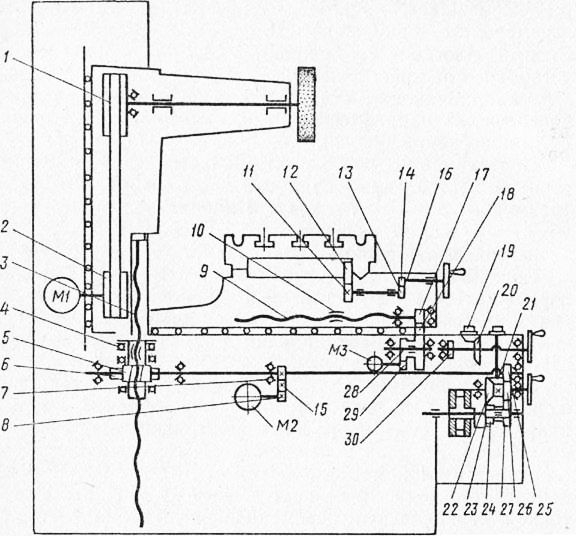
Поперечная подача Snon определяется величиной поперечного перемещения суппорта на двойной ход стола (размерность в мм/дв. ход). Направление поперечного движения можно реверсировать. Подачу регулируют в зависимости от условий шлифования. За один двойной ход стола срезается слой толщиной а и шириной Ь. Относительное перемещение круга в направлении ДПОп на расстояние Вх называют поперечным ходом. За один поперечный ход с заготовки сошли-фовывается слой металла объемом aBL (мм3). В конце поперечного хода, когда круг выйдет из контакта с заготовкой, вертикальным перемещением устанавливают глубину шлифования, производят реверс поперечной подачи и начинают следующий поперечный ход. Так повторяется до тех пор, пока с заготовки не будет удален припуск на обработку при требуемом качестве обработанной поверхности. Главное движение (вращение шлифовального круга) осуществляется от электродвигателя Ml через ременную передачу с ведущим и ведомым шкивами; последний жестко закреплен на шпинделе шлифовальной головки. Ускоренное перемещение шлифовальной головки осуществляется по цепи: электродвигатель М2 — цилиндрические зубчатые колеса — червяк — червячное колесо. Последнее жестко закреплено на полом валу, внутри которого крепится гайка. При вращении гайки винт, закрепленный в шлифовальной головке, осуществляет ее опускание или подъем. Червячная пара с валом и гайкой составляет редуктор. При включении ускоренного перемещения шлифовальной головки зубчатое колесо 25 должно быть выведено из зацепления.
Рис. 2. Кинематическая схема плоскошлифовального станка
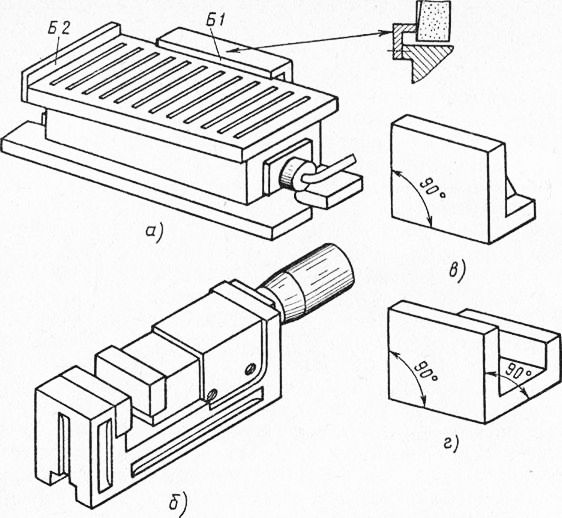
Вертикальная автоматическая пода-ч а осуществляется от лопастного гидроцилиндра, на рычаге которого установлены собачка, поворачивающая храповик, соединенный зубчатым колесом далее движение передается через зубчатые колеса и через редуктор на ходовой винт. Подача на один зуб храпового колеса составляет 0,002 мм. Величина подачи регулируется поворотом заслонки, которая перекрывает часть зубьев храпового колеса. Ручная вертикальная подача осуществляется от маховика через зубчатые колеса и далее редуктор на ходовой винт. За один оборот маховика шлифовальная головка перемещается на 0,2 мм. Тонкая вертикальная подача осуществляется кнопкой, смонтированной на одном валу с коническим зубчатым колесом далее через коническое зубчатое колесо 22 вращение передается по цепи ручной подачи. За один оборот кнопки производится подача на 0,04 мм. Автоматическая поперечная подача производится от электродвигателя МЗ через зубчатые колеса 29, 28, 18, 17. Последнее закреплено на винте 9, а гайка 10— на крестовом суппорте. Величина подачи регулируется бесступенчато изменением параметров электрического тока, подводимого к двигателю. Ручная поперечная подача осуществляется от маховика через зубчатые колеса. За один оборот маховика суппорт перемещается на 2 мм. Точная ручная поперечная подача осуществляется от кнопки через конические зубчатые колеса и цилиндрические зубчатые колеса на ходовой винт. За один оборот кнопки суппорт перемещается на 0,4 мм. Ручное продольное перемещение стола осуществляется от маховика через зубчатые колеса и рейку. За один оборот маховика стол перемещается на 18,1 мм. Все механизмы перемещения снабжены специальными устройствами, не позволяющими включать автоматическую подачу при включенной ручной и наоборот. Крепление заготовки на магнитной плите отличается быстродействием, равномерным прижимом по всей прилегающей поверхности и не приводит к повреждению ранее прошлифованных поверхностей. Рабочая поверхность плиты состоит из магнитных участков, изолированных немагнитными прокладками, что обеспечивает замыкание магнитных силовых линий через заготовку и ее закрепление. Поверхность плиты должна быть строго параллельна зеркалу стола станка и не иметь рисок и забоин, снижающих надежность закрепления и точность шлифования заготовки. Периодически рабочую поверхность плиты следует шлифовать; после окончания работы плиту смазывают и закрывают крышкой во избежание ржавления. На продольной стороне плиты закрепляют угольник, поверхность Ы которого шлифуют торцом поднутренного круга, после чего эта поверхность будет параллельна направлению продольной и вертикальной подачи станка. Таким образом образуют базу для точного расположения заготовки. Для некоторых шлифовальных операций необходима также база в поперечном направлении. В этом случае на левом торце плиты закрепляют закаленную шлифованную планку и плиту вместе с планкой устанавливают (по индикатору) на столе так, чтобы базовая поверхность планки Б2 была параллельна направлению поперечной подачи станка. После установки базы Б2 шлифуют базу Б1, что обеспечивает их расположение точно под углом 90°.
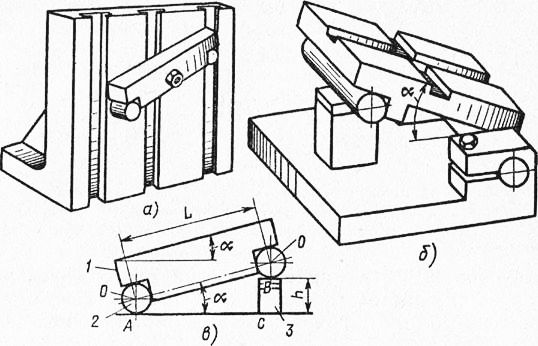
Рис. 3. Приспособления для плоского шлифования:
а — магнитная плита, б — лекальные тиски, в — угольник, г — коробчатый угольник
Для крепления заготовок используются и другие приспособления, которые, в свою очередь, крепятся на магнитной плите. Лекальные тиски применяют для шлифования взаимно перпендикулярных сторон шаблонов, линеек, небольших плоских деталей. Все стороны тисков обработаны точно под углом 90°. Простой и коробчатый угольники изготовляют из стали, закаливают и базовые поверхности шлифуют под углом 90°. На вертикальных полках угольников имеются резьбовые отверстия, используемые для крепления заготовок с помощью прихватов. Коробчатый угольник имеет три базовых поверхности, его можно повернуть на 90° и закрепить на магнитной плите боковой стороной. Угольник с синусной линейкой позволяет шлифовать плоскости заготовки, расположенные под углом. Небольшие угольники изготовляют из стали, а крупные — из чугуна (их обычно устанавливают непосредственно на столе станка). Установку синусной линейки под требуемым углом а производят с помощью концевых мер.
Рис. 4. Синусные приспособления:
а — угольник с синусной линейкой, б — синусная подставка, в — расчет блока концевых мер
Приспособление названо синусным именно потому, что для его установки на требуемый угол предварительно нужно определить синус этого угла.
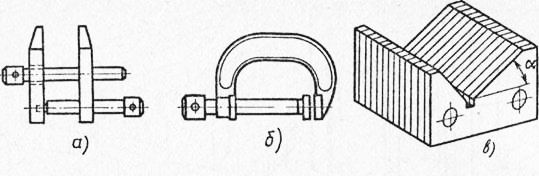
Рис. 5. Приспособления для крепления заготовок:
а — прихват параллельный, б — прихват одновинтовой, в — магнитная призма
Заготовки на угольниках закрепляют прихватами. Для закрепления заготовок широко применяют магнитные призмы, которые собирают из чередующихся железных и латунных полос, стянутых латунными стержнями. Новым в плоском шлифовании является применение магнитных плит, установленных на синусных подставках, которые в зависимости от конструкции имеют одну или две взаимно перпендикулярные оси поворота. Применение этих плит облегчает установку и закрепление заготовок и повышает производительность шлифования. Реклама:Читать далее:Координатно-шлифовальные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|