|
|
Категория:
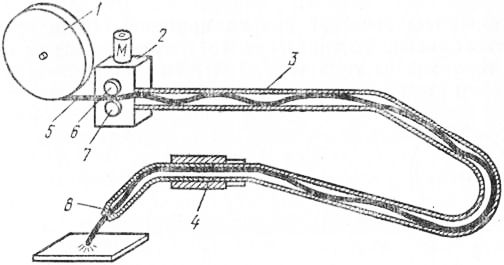
Наплавка В сварочном автомате механизированы две основные операции процесса сварки — подача сварочной проволоки в зону дуги и перемещение дуги по линии шва; в полуавтомате механизирована лишь одна операция— подача электродной проволоки в дугу, а перемещение дуги для образования шва производится сварщиком вручную (рис. 1). Автоматическая подача проволоки с катушки осуществляется подающим механизмом, состоящим нз электродвигателя М переменного или постоянного тока, коробки скоростей ведущего и прижимного ролика. Проволока подается роликами с постоянной заданной скоростью через внутрен-ний канал гибкого шланга, держатель и наконечник. Сварщик держит горелку и вручную перемещает ее по шву.
Рис. 1. Схема шлангового полуавтрмата толкающего типа
Одной из основных частей полуавтомата является шланг, состоящий из проволочной спирали с оплеткой и резиновой оболочкой, по внутреннему каналу которой проходит электродная проволока. Сварочный ток, защитный газ и охлаждающая вода подводятся отдельно. В комбинированных шлангах кроме электродной проволоки в одной оболочке проходят токоподводящий провод, провода цепи управления, защитный газ и охлаждающая вода. Комбинированный гибкий шланг имеет большую массу, сварщику трудно управлять им. Современные полуавтоматы снабжаются автономными шлангами, например полуавтомат А-825 и др. Длина шланга составляет не более 3,5 м. На горелке находится кнопка включения подающего механизма. Подача электродной проволоки вперед и назад осуществляется переключением пакетного переключателя. В полуавтоматах для сварки в защитном газе одновременно с пуском электродвигателя срабатывает реле для автоматического включения газового клапана. При этом начинается подача электродной проволоки и газа. При размыкании сварочной цепи реле обесточивается и размыкает свои контакты. Подача электродной проволоки и газа прекращается. Электродвигатель для подачи сварочной проволоки подключается чаще всего к источнику питания сварочного тока или к сети через понижающий трансформатор 380/36 В. Полуавтоматы подразделяют по назначению на: стационарные, где в одном корпусе смонтированы все части аппарата вместе с источником питания; передвижные, где механизм подачи и катушка с проволокой размещены на тележке; переносные, где механизм подачи и катушка с проволокой максимально облегчены; ранцевого типа — для сварки в условиях монтажа и специализированные— для выполнения определенных операций. Реклама:Читать далее:Расположение подающего механизмаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|