|
|
Категория:
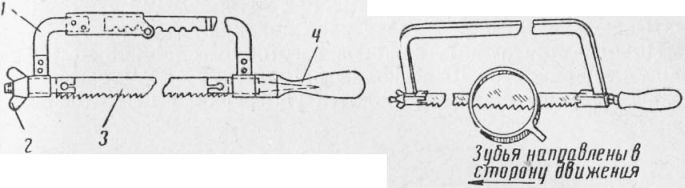
Резание металла Ручная ножовка. Этот инструмент состоит из двух главных частей — ножовочного полотна и специальной оправы (державки), в которой помещается ножовочное полотно; эта оправа носит название рамки или станка. Существуют рамки двух типов — цельные и раздвижные. Более удобны раздвижные рамки, так как они позволяют устанавливать ножовочное полотно различной длины. На одном конце рамка имеет хвостовик с ручкой и неподвижной головкой, а на другом — подвижную головку и натяжной винт с барашковой гайкой для натяжения ножовочного полотна. В головках устроены прорези и отверстия для закрепления полотна ножовки. Ножовочное полотно вставляют в рамку следующим образом. Концы его закладывают в прорези головок так, чтобы зубья полотна были направлены от ручки и чтобы отверстия, которые имеются на концах полотна2 и отверстия в головках совпали. Затем в отверстия вводят штифты и натягивают полотно, завинчивая барашковую гайку. Ножовочное полотно должно быть натянуто не слишком туго, но и не слабо. Перетянутое полотно во время работы может сломаться от малейшего перекоса или движения вбок. Слабо натянутое полотно при работе изгибается, следовательно, тоже может сломаться.
Рис. 1. Ручная ножовка (слева — с раздвижной рамкой, справа — с цельной рамкой);:
1 — станок, 2 — барашек для натяжного винта, 3 — ножовочное полотно, 4 — ручка
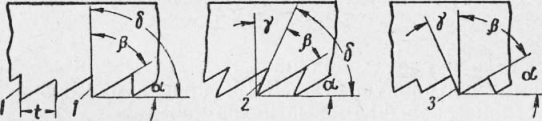
Ножовочное полотно—режущая часть ножовки — представляет собой тонкую и узкую ленту с зубьями на нижнем ребре. Зубья имеют остроугольную форму, т. е. каждый зуб представляет собой клин (резец), угол заострения которого для нормального ножовочного полотна равен 60° при переднем угле Yi = 0; задний угол а = 30° (рис, 100, слева).
Рис. 2. Углы зубьев ножовочного полотна:
1— передний угол равен нулю, 2 — передний угол положительный, 3 — передний угол отрицательный, 4 — шаг зуба ножовки
У ножовочных полотен для резки металлов различной твердости и вязкости углы зубьев разные: передний угол колеблется в пределах 0—12°, а задний угол в пределах 30—35°. Шаг зубьев: для мягких и вязких металлов (медь, латунь) t = 1 мм, для твердых металлов (сталь, чугун) t — 1,5 мм, для мягкой стали t = 2 мм. Для слесарных работ пользуются преимущественно ножовочным полотном с шагом в 1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев. При резке ножовкой в работе должно участвовать (одновременно соприкасаться с металлом) не менее 2—3 зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят, т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25—0,6 мм. Наряду с простым разводом существует еще так называемый волнистый (гофрированный) развод. Делают его так. При малом шаге зубьев 2—3 зуба отводят вправо и 2—3 зуба влево. При среднем шаге отводят один зуб влево, второй — вправо, третий не разводится. При крупном шаге отводят один зуб влево, а второй вправо, как при простом разводе. Гофры при волнистом разводе образуются от того, что вместе с отгибаемыми зубьями захватывают немного металла у их основания. Полотна для ручных ножовок изготовляют длиной от 150 до 400 мм, шириной от 10 до 25 мм и толщиной от 0,6 до 1,25 мм. В качестве материала для полотен употребляют цементованную мягкую сталь в виде холоднокатаной ленты или же углеродистую инструментальную сталь У12; иногда применяют легированные стали — вольфрамовые и хромовые.
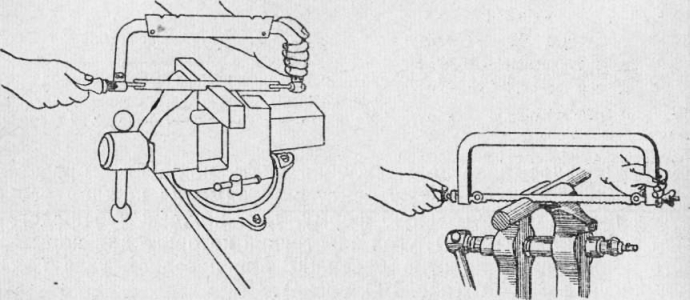
Рис. 3. Способы держания ножовки (разница — в положении пальцев левой руки)
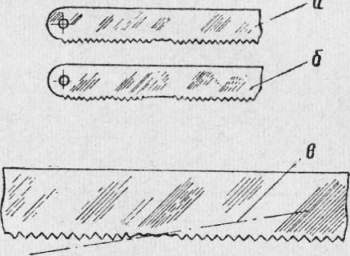
Ножовочные полотна закаливают на высокую твердость. Работа ножовкой. Приступая к резке ножовкой, встают перед тисками вполоборота (по отношению к губкам тисков или к оси обрабатываемого предмета). Левую ногу выставляют несколько вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ножовку берут в правую руку так, чтобы ручка упиралась в ладонь, а большой палец находился на ручке сверху; остальными четырьмя пальцами поддерживают ручку снизу. Левой рукой берутся за передний конец рамки ножовки так, как показано на рис. 3. Во время резки ножовку держат преимущественно в горизонтальном положении. Двигать ее нужно плавно, без рывков. Ножовке надо давать такой размах, чтобы работало почти все полотно, а не только его середина. Нормальная длина размаха должна быть не менее 2/3 длины ножовочного полотна. Ножовкой работают со скоростью от 30 до 60 ходов в минуту (имеются в виду двойные ходы — вперед и назад), Твердые металлы разрезают с меньшей скоростью, мягкие — с большей. Например, при разрезании твердой стали производят до 30 двойных Ходов в минуту, при разрезании стали средней твердости от 40 до 50 ходов в минуту, мягкой стали и чугуна — от 50 до 60 ходов в минуту Нажимать на ножовку надо при движении ее вперед; при обратном ходе нажимать не следует. Сила давления (нажим) на ножовку зависит от твердости металла и величины разрезаемой поверхности. Твердые металлы требуют более сильного нажима на ножовку, чем мягкие. Нормально величина нажима должна соответствовать примерно 1 кг на 0,1 мм толщины полотна. В конце резки нажим ослабляют. Ручной ножовкой чаше всего работают без охлаждения. Для уменьшения трения полотна о стенки пропила применяют густую смазку из сала или из графитной мази, в которую входят сало (2 части) и графит (1 часть). Такая смазка долго держится на ножовочном полотне. Во время резки ножовочное полотно иногда «уводит» в сторону, в результате чего выкрашиваются зубья или полотно ломается. Кроме того, при уводе на разрезаемом предмете получается косая прорезь. Причина увода — слабое натяжение полотна или неумение владеть ножовкой. При уводе полотна следует начать резку в новом месте—с обратной стороны неудачного разреза. Попытка выправить косую прорезь «на месте» всегда приводит к поломке полотна. Зубья ножовочного полотна ломаются также при их чрезмерной твердости (неправильная закалка), от слишком сильного нажима на ножовку, особенно при разрезании узких заготовок и в тех случаях, когда в разрезаемом металле вкраплены посторонние твердые примеси. При поломке зубьев полотна—хотя бы и одного зуба — не следует продолжать работу этой ножовкой, иначе произойдет поломка смежных зубьев и быстрое затупление всех остальных. Для восстановления режущей способности ножовки, у которой выкрошился зуб, необходимо на точиле или на шлифовальном круге сточить два-три соседних с ним зуба, как показано на рис. 4. Удалив из прорези застрявшие там остатки сломанного зуба ножовки, продолжают работу восстановленным полотном. Если во время резки сломалось старое, сработавшееся ножовочное полотно, нельзя продолжать работу новой ножовкой: она не войдет в прорезь. Повернув изделие, начинают резать в другом месте. Если же по условиям работы нельзя повернуть изделие, необходимо расширить начатую прорезь, осторожно распиливая ее новым ножовочным полотном.
Рис. 4. Использование ножовочных полотен с выломанными зубьями:
а — вид ножовки с выломанными зубьями, б — ножовка со сточенными зубьями, в — линия заточки соседних зубьев
Реклама:Читать далее:Резка ножовкой круглого материала и трубСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|