|
|
Категория:
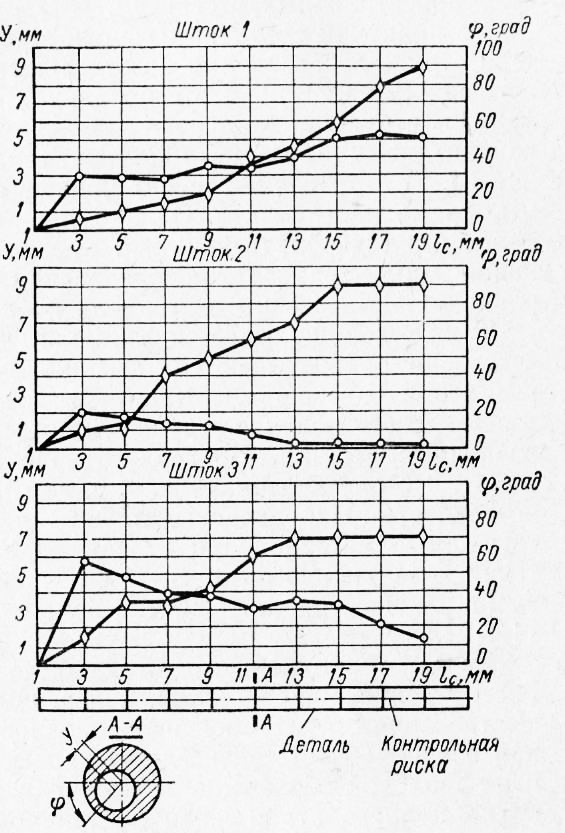
Глубокое сверление Уводы или отклонения осей отверстий от требуемого направления в ряде случаев приводят к браку обрабатываемых заготовок. От величины нормируемых уводов при сверлении зависят размеры припусков на обработку деталей типа пустотелых валов и труб. Поскольку детали с глубокими отверстиями достигают значительных размеров, брак от уводов может привести к большим потерям в производстве. Выявлением причин возникновения уводов занимались многие исследователи. По мнению этих исследователей возникновение уводов объясняется следующими причинами: Ни одна из вышеперечисленных причин уводов не была достаточно теоретически обоснована и экспериментально подтверждена, а отсутствие повторяемости результатов экспериментов заставляло настороженно подходить к многочисленным рекомендациям по борьбе с уводами. Из всех вышеперечисленных причин наиболее вероятными представлялись следующие из них. Эта формула является, по-видимому, пока единственной, указывающей на влияение одной из характеристик обрабатываемого материала на увод оси отверстия при глубоком сверлении. Однако и она не согласуется с практикой сверления. Так, например, замечено, что при сверлении термически обработанных заготовок, имеющих повышенную твердость, уводы меньше, чем у отожженных или нормализованных заготовок. Остальные приведенные выше причины уводов являются неопределяющими, так как при неизменности этих причин величина уводов осей отверстий колеблется в широких пределах. Вместе с тем ознакомление с ними давало основание предполагать, что уводы зависят от каких-то случайных причин, либо не всегда проявляющихся, либо не постоянно существующих. Анализ причин уводов. Разработке методики исследования причин уводов предшествовал анализ случаев брака по уводам на производстве. Ознакомление с браком проводилось непосредственно на рабочих местах, что давало возможность подробно выяснять условия обработки. Заготовки измерялись, определялась твердость материала в нескольких местах по длине и в различных сечениях. Твердость определялась с помощью прибора Польди. Однако случаи брака по уводам были нечасты и, как правило, единичны. Возникавшие при сверлении уводы не превышали обычно величины равной 2/3 допуска. Прободение (выход инструмента при большом уводе не в выходной торец, а в бок заготовки) заготовок за всю свою практику автору встретилось только четыре раза. Уводы определялись у трех деталей, вышедших в брак по уводам на одном из заводов. Заготовки имели большую относительную длину (6Z = 84) и круговую цилиндрическую форму. На наружных поверхностях заготовок было нанесено по одной контрольной риске параллельно образующим. Затем они были размечены и разрезаны на 10 частей каждая. Измеренные величины уводов Ус и их расположение по сечениям заготовок (<р в град) приведены на рис. 63. Из графиков, приведенных на рисунке, можно сделать следующие выводы. Таким образом, рассматриваемые случаи уводов у трех просверленных деталей не подтвердили положения, выдвинутого И. С. Веремейчуком. Все эти данные указывают на то, что причина, которая отклоняет сверло на различных участках сверления, существует. Так, например, из графика видно, что приращение увода на всем пути инструмента было неравномерным. Вначале увод быстро возрастал (1-2-й участки пути), затем его величина стабилизовалась (3-4-й участки), затем опять росла (5-6-й участки) и, наконец, на 7-9-м участках стала постоянной. При этом увод, не меняя величины, менял свое относительное положение по отношению к принятой нами начальной плоскости, проведенной через ось заготовки. Создавалось впечатление, что при глубоком сверлении сверло, не имея жесткого крепления, все время испытывает действия сил, способных менять направление его пути. Раскрыть эти силы и их природу означало найти основную причину, вызывающую явление увода осей просверленных отверстий.
Рис. 1. Уводы и их расположение по сечениям заготовки при сверлении штоков
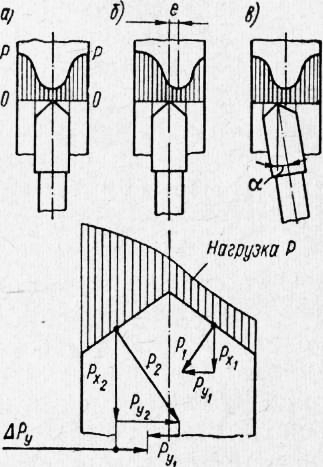
Из практики сверления хорошо известен факт изменения характера стружкообразования на отдельных участках пути сверла в заготовке. Бывает так, что в начальной стадии сверления образуется мелкая стружка, хорошо вымываемая охлаждающей жидкостью из зоны резания, а затем наступает момент, когда стружка начинает виться. В этом случае может произойти нарушение стружкоотвода и поломка инструмента. Однако еще до того, как оператор примет меры, стружка опять начинает хорошо дробиться. Причиной изменения характера стружкообразования, как правило, является неравномерность свойств материала по длине заготовки. Также хорошо известен факт, когда при обточке различные части заготовки обрабатываются неодинаково: одна сторона получается гладкой и блестящей, другая — матовой с повышенной шероховатостью. В этом случае стружка на отдельных участках длины имеет различные оттенки. Проверка твердости такой заготовки подтверждает, что она неодинакова, т.е. заготовка имеет «поперечную раз-нотвердость». Наконец, существуют определенные соотношения между твердостью материалов и их пределами прочности по длине заготовки, а также известно, что чем больше предел прочности на растяжение ав и твердость НИ, тем больше должны быть силы резания. Из заготовки каждого штока было изготовлено по 11 шлифов. Рассмотрение микрошлифов поперечных сечений подтвердило существование структурной неоднородности материала. Эта структурная неоднородность зависела от характера формирования заготовок и их тепловой обработки. Поперечная разнотвердость, в частности, могла происходить и из-за неодинаковой по сечению прокаливае-мости заготовок. Прокалимаемость — глубина проникновения закалки — зависит от легирующих элементов сплава, величины зерна, размеров детали и температуры закалки и др. Например, простые углеродистые стали, широко применяемые в машиностроении, не всегда дают хорошие результаты при термообработке как по свойствам, так и по однородности. Распределение твердости материала по сечению обычно симметрично относительно оси заготовки. Представим себе, что сверло любой конструкции образует отверстие симметричное относительно оси заготовки. В этом случае режущие кромки и направляющие сверла, вращаясь относительно заготовки, будут встречать сопротивление срезаемого материала, свойства которого симметричны относительно оси сверла. Очевидно, что в этом случае не будет существовать причин (сил), которые могли бы отклонить сверло от принятого им направления. Однако даже при самой тщательной термической обработке идеальной симметрии свойств получить нельзя. Поэтому можно предположить, что кривые распределения твердости материала заготовки могут быть расположены асимметрично и иметь в качестве оси не прямую, а пространственно расположенную кривую. Можно также предположить, что сверло при врезании в заготовку не всегда направлено по оси симметрии свойств материала. На рис. 2 представлены варианты различных положений сверла в заготовке при наличии поперечной разно-твердости. Из рис. 2, а видно, что обе кромки сверла испытывают при сверлении симметричную относительно оси инструмента нагрузку Р. Сил, побуждающих сверло изменить свое направление, в этом случае, очевидно, нет. На рис. 2, б ось сверла не совпадает с осью симметрии разнотвердости заготовки. Смещение е вызывает загрузку левой режущей кромки большими силами сопротивления при сверлении, чем загружена в данный момент правая кромка сверла. В этом случае составляющие поперечных сил Р” не равны и разность между ними ДРу, очевидно, и будет той силой (причиной), которая может побудить сверло изменить свое направление в заготовке. На рис. 2, в показан один из возможных вариантов сверления, когда сверло направлено под углом а к оси заготовки, имеющей поперечную разнотвердость, расположенную симметрично относительно геометрической оси. В этом случае, как видно из рисунка, также существует сила, которая должна изменить направление сверла. Причем это изменение направлено на совмещении осей сверла с заготовкой (с осью симметрии разнотвердости). Это случай ставит под сомнение утверждение И. С. Веремейчука о том, что при наличии в первоначальный момент сверления угла между осями заготовки и инструмента увод будет увеличиваться. В рассматриваемом случае, наоборот, существование поперечной разнотвердости должно привести к уменьшению увода и к совмещению осей сверла и заготовки. Таким образом становится ясно, почему сверло, просверливая в ряде случаев очень глубокое (6/ > 100), отверстие в заготовке, имеет весьма незначительный увод.
Рис. 2. Варианты различных положений сверла в заготовке при наличии поперечной разнотвердости:
а — ось сверла совпадает с осью симметрии разнотвердости; б — ось сверла не совпадает с осью симметрии разнотвердости; в-ось сверла направлена под углом к оси симметрии поперечной разнотвердости
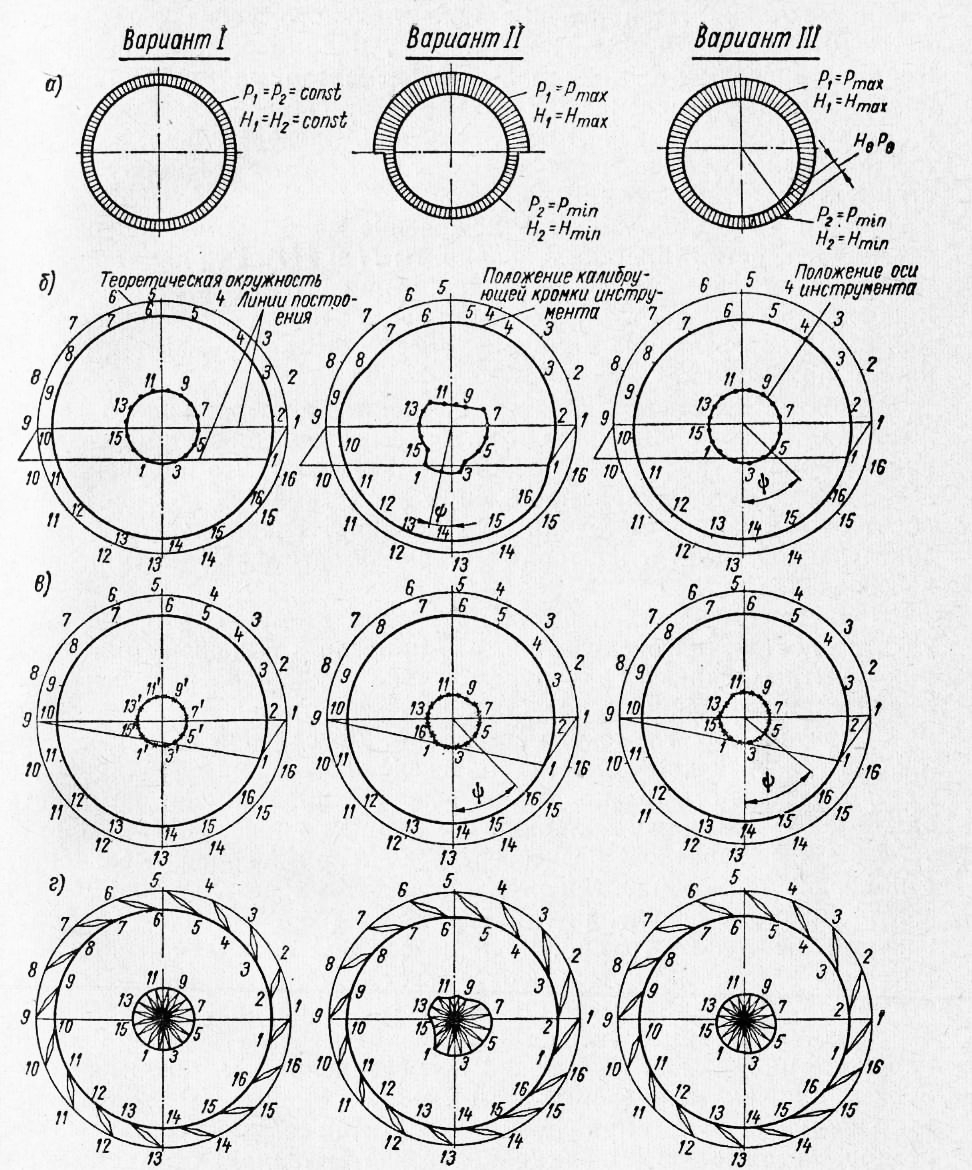
Из рассмотренных вариантов сверления можно сделать вывод, что не всегда существуют причины увода осей отверстия. Например, в случае, приведенном на рис. 2, а, при существовании поперечной разнотвердости нет условий для увода сверла, так как ось сверла и ось симметрии разнотвердости заготовок совпадают. Можно допустить, что если диаметр термообработанной заготовки равен или меньше критического диаметра DKpx, то также не будет существовать сила АРу, которая может изменить направление инструмента относительно заготовки, если ось сверла в данный момент совпадает с осью вращения детали. Можно предположить, что наличие продольной разнотвердости, т.е. распределения твердости материала в сечениях на разных участках длины заготовки, не будет вызывать появления силы АРу, если поперечная разнотвердость при этом будет располагаться симметрично оси сверла. В этом случае отсутствие силы АРу не вызовет отклонения сверла от принятого направления. Самым важным выводом из рассмотренных вариантов распределения разнотвердости относительно осей заготовок и инструмента является обнаружение реальной силы, способной изменять направление пути сверла в заготовке. Следует иметь в виду, что при этом необходимо иметь упругие сверла или упругие обрабатываемые материалы, так как существование одной поперечной силы еще не обусловливает возникновение уводов. Поперечная сила, как правило, всегда должна уравновешиваться реакциями базовых направляющих инструмента. Ниже эта мысль будет подробно проиллюстрирована примером построения элементарного увода. Без большой погрешности можно рассматривать варианты относительного расположения сверла и поперечной разнообрабатывае-мости, пренебрегая законом загрузки режущих кромок сверл, зависящих от скорости резания. Для облегчения анализа механизма возникновения уводов проведем графическое построение величины элементарного увода. Допустим, что сверление производится однокромочным сверлом, показанным на рис. 65, а. Суммарные отклонения калибрующей кромки и оси сверла представлены на рис. 3, г.
Рис. 3. Анализ возникновения увода:
а — однорезцовое сверло; б, в, г. — схемы построения соответственно деформации сверла, деформации материала, суммарных деформаций
Из рисунка видно, что отклонение оси инструмента под действием сил резания происходит вследствие податливости как сверла, так и обрабатываемого материала. Причем, в последнем случае внедрение направляющих элементов сверла (alt а2 и blt b2), очевидно, будет зависеть не только от действующих на инструмент сил Рг и Ру, но и от величины площади рабочих поверхностей направляющих (Fu F2) и твердости обрабатываемого материала. Для упрощения построения величины элементарного увода примем три случая распределения твердости материала в поперечных сечениях заготовки: Будем также полагать, что силы сопротивления давлению Р, действующие на сверло, пропорциональны твердости Н обрабатываемого материала, а глубина вдавливания направляющих сверла в заготовку и деформации инструмента пропорциональны действию сил. Задаваясь масштабами сил и деформаций инструмента и обрабатываемого материала заготовок, построим для 16 положений (точки 1 -16) инструмента (относительно обрабатываемой заготовки) элементарные уводы осей отверстий при упругом инструменте, упругом обрабатываемом материале заготовок и суммарные элементарные уводы. Графическое построение элементарных уводов позволяет сделать следующие выводы.
Рис. 4. Распределение поперечной разнообрабатываемости (а) и построение элементарных уводов отверстий при упругом обрабатываемом материале (б), при упругом инструменте (в) и суммарные деформации при упругом материале и инструменте (г)
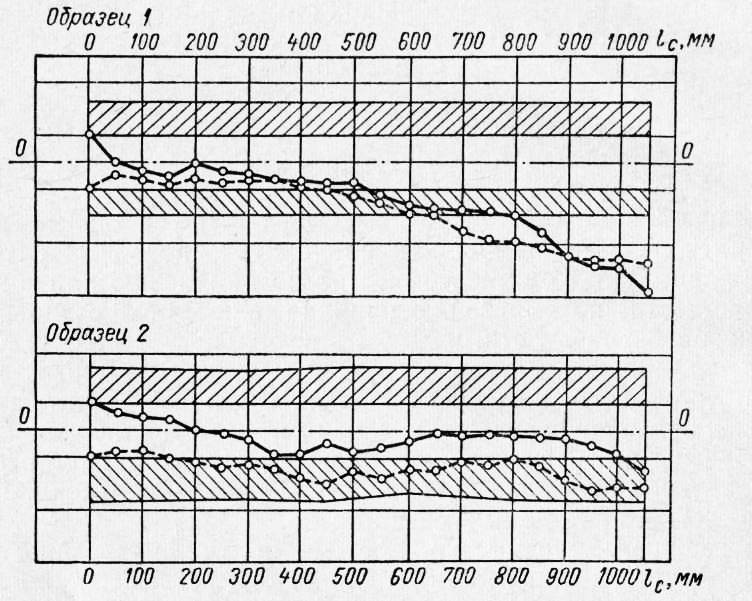
Методика проведения опытов. Изучение работ различных исследователей, накопление опыта по глубокому сверлению и проведенный анализ причин увода осей отверстий показывают, что получение надежных результатов при проведении экспериментов во многом зависит от выбранной методики исследования. Главный вопрос методики: как обеспечить контроль материала заготовок, поступающих на сверление. В предшествующих работах по уводам этому вопросу не было уделено достаточного внимания, что привело к большому рассеиванию опытных данных, а в ряде случаев и к ошибочным выводам. Значительную сложность представляет в этом отношении выбор опытных образцов для глубокого сверления. До сих пор не существует простого и надежного метода определения механических свойств материала внутри образцов без их разрушения. Попытки изготовить опытные образцы для сверления с получением в поперечных сечениях требуемой поперечной разнотвердости (и разнообрабатываемости) с помощью термообработки не дали желаемых результатов. Резать заготовки после сверления и измерять их твердость или обрабатываемость не только трудно, но и не совсем правильно, так как материал заготовок, который оказывает влияние на поведение инструмента, высверливается в процессе сверления, превращаясь в стружку. Измерять твердость и обрабатываемость материала на наружной поверхности, особенно при сверлении заготовок из углеродных и низколегированных сталей диаметром выше 50 мм, было бы неправильно. Поэтому пришлось пойти по пути созадния составных образцов, которые представляли полосовой материал, стыкуемых по диаметральной плоскости. Такие образцы дали возможность контролировать твердость внутренней части заготовки до сверления. Имея небольшое сечение (толщину), они обеспечивали также удовлетворительную однородность материала. После контроля твердости материала образцы соединялись попарно сваркой, центрировались по стыку, обтачивались с концов и проходили заправку до диаметра da под заход инструмента. Принятые для проведения экспериментов образцы обладали следующими преимуществами: На первый взгляд может показаться, что составные образцы применять не следует, так как на практике подобных случаев не встречается. Однако в экспериментах по выявлению причин уводов и, в частности, по выявлению влияния поперечной разнотвердости и разнообрабатываемости, надо быть не только уверенным, но иметь всегда возможность проверить, какой материал подвергается обработке. Кроме того, при этих образцах можно обеспечить широкий диапазон изменений изучаемой величины. В этом отношении составные образцы дают возможность провести широкий круг работ при сравнительно небольших затратах и главное с получением надежных и легко повторимых результатов. Проверив эту методику в работе, мы получили уверенность в том, что она может быть применена и для других исследований в области технологии и резания материалов. Так, например, ее можно рекомендовать при исследовании обрабатываемости различных материалов. Если составить заготовку из различных (двух, трех и т. п.) материалов и провести динамометрирование, то осциллограмма даст ответ, какой из материалов и при какой геометрии инструмента обрабатывается хуже или лучше. Причем ценность этих экспериментов заключается в том, что здесь все факторы, которые могут влиять на изучаемое явление, остаются постоянными, кроме одного, в данном случае материала. Фактор времени, иногда вносящий большие погрешности в эксперименты, здесь устранен. Опыты по уводам. Сначала были проведены пробные опыты сверления составных заготовок с различными разнотвердостью и разно-обрабатываемостью на одном режиме обработки. На рис. 5 показаны примеры уводов отверстий у двух опытных образцов с различными разнотвердостями, которые условно представлены пропорциональными толщинам стенок заготовок (00 — ось вращения детали и линия разъема заготовки). Как видно из рисунка, разнотвердость АН и увод УС1 и образца 1 больше, чем у образца 2 (<УС1 > УС2). В данном случае величины уводов не являются максимальными, так как промеры уводов производились не в плоскости, задаваемой углом ф (плоскость максимальных уводов см. на рис. 4), а по верхней и нижней образующим просверленного отверстия. Уводы направлены в сторону меньшей твердости материала образцов, что подтверждает выводы, сделанные при анализе причин уводов и построения элементарных уводов. Характерным здесь является также некоторое уширение входного отверстия у опытного образца. В дальнейшем это уширение исчезло, но диаметр просверленного отверстия имел по всей длине колебания в незначительных пределах.
Рис. 5. Примеры уводов отверстий при наличии поперечной разнообрабатываемости:
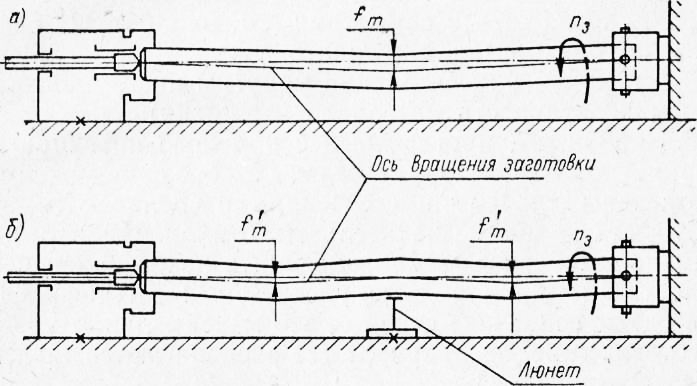
Приведенные соображения требовали проверки, так как в случае их справедливости можно было бы считать доказанным, что способ сверления влияет на увоДы и существует влияние гироскопиЧё-ского эффекта на направление инструмента при сверлении. Последнее предположение было заманчиво тем, что если бы имело место при сверлении правило Фуко, то в перспективе было бы допустимо безуводное сверление с использованием попутного вращения инструмента и заготовки для создания одноименного параллелизма. Как видно из таблицы, опыты не подтвердили заметного влияния на уводы изменения соотношений угловых скоростей и направления вращений заготовок и инструмента. При существующих режимах обработки не обнаружено также влияние одноименного параллелизма, а некоторое снижение величин уводов может быть объяснено меньшей в этих случаях поперечной разнотвердостью (04,5/5 вместо 0 4,2/5 мм). Сверление неподвижных составных заготовок (сталь 40Х + сталь 25) было проведено на следующем режиме: vc = 44 м/мин; dc = 80 мм; по = 175 об/мин; п3 = 0; s0 = 0,17 мм!об. При этом получены уводы, равные 6,48 и 6,76 мм. Эти величины уводов, как будет показано дальше (см. рис. 70), являются нормальными для данной скорости сверления. Таким образом, и эти опыты указывают на отсутствие заметного (определяющего) влияния на уводы соотношения угловых скоростей вращения изделия и инструмента. Полученные результаты согласуются с отечественной и зарубежной [50] практикой сверления неподвижно закрепленных заготовок. Из полученных выше данных можно сделать вывод о том, что величина увода не зависит от того, будет или нет вращаться заготовка при сверлении. Поэтому рассмотрим работу вращающегося сверла при врезании его во входной торец неподвижной заготовки. При этом сверло будет перемещаться в направлении, задаваемом ему направляющей втулкой. Если поперечная разнотвердость материала заготовки отсутствует, то сил, которые смогли бы корректировать направление инструмента, видимо, не будет. Рассмотрим далее случай врезания вращающегося (без дисбаланса) или невра-щающегося сверла во вращающуюся заготовку при наличии несовпадения осей вращения заготовки и сверла. В принятых условиях получается, строго говоря, не сверление, а растачивание в сплошном материале на небольшую глубину. При этом растачивании между инструментом и заготовкой всегда будет образовываться зазор. Образующаяся сила сопротивления резанию, в том числе и радиальная ее составляющая Ру, может в этих условиях восприниматься только стеблем, а не направляющими сверла. Сила Ру будет стремиться совместить ось сверла с осью вращения заготовки, а жесткость стебля вследствие увеличения его выдвижения резко уменьшается. Когда ось инструмента совместится с осью вращающейся заготовки, вступят в работу направляющие сверла. Из этого примера становится ясно, что вращение заготовки может корректировать первоначальное направление инструмента, которое он имеет при врезании. Частичное уширение отверстий, получаемое при врезании инструмента в заготовку, также подтверждает этот вывод. При сверлении заготовок большой относительной длины бывают случаи, когда они имеют большое провисание. Промежуточные люнеты не всегда выбирают стрелу изгиба, а в некоторых случаях создают дополнительные перегибы оси обрабатываемой детали. Однако стрелы прогиба fm заготовок в этом случае становятся значительно меньшими. Из рисунка видно, что если бы сверло продолжало перемещаться вдоль линии центров станка, то в этом случае оно перешло бы от режима сверления на режим растачивания. Выше было установлено, что при вращении заготовки радиальная составляющая силы сопротивления резанию откорректирует направление сверла и совместит его ось с действительной осью вращения заготовки. Если заготовка при сверлении не вращается, то, очевидно, сверло сохранит свое первоначальное направление (при АН = 0), так как возникающая сила ру будет уравновешиваться направляющими инструмента и во время полного оборота сверла постоянна. В действительности, при больших уводах отверстий (АН > 0) сверло отходит от оси вращения заготовки. Это становится возможным вследствие малой жесткости стебля и большего, чем корректирующая способность вращения заготовки, влияния разнотвердости (при этом стебель начинает заметно «водить»).
Рис. 6. Установка длинной заготовки для сверления:
а — без промежуточного люнета; б — с промежуточным люнетом; в — продольное сечение заготовки и сверла
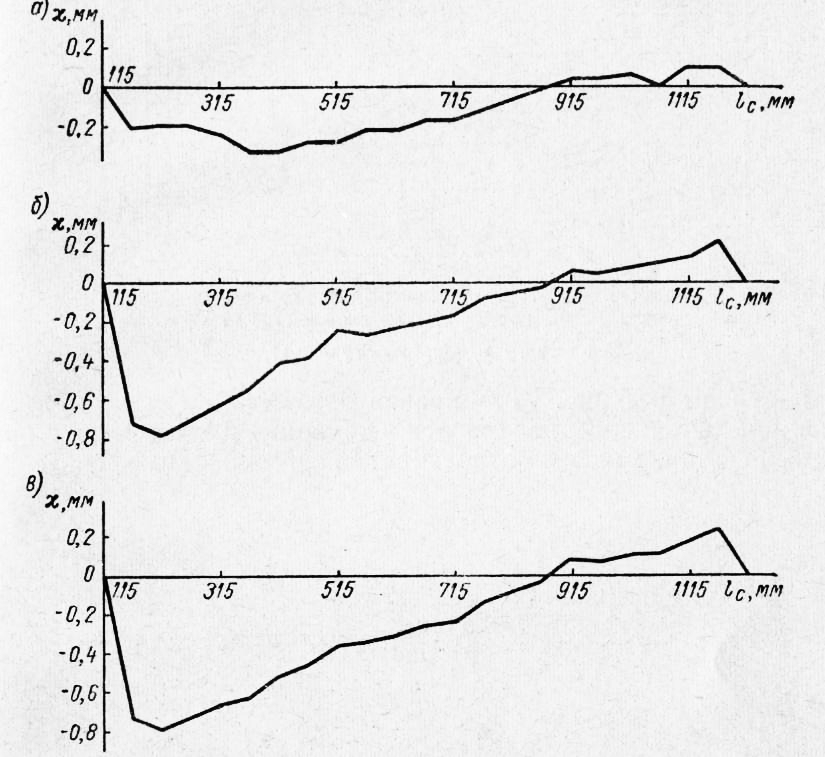
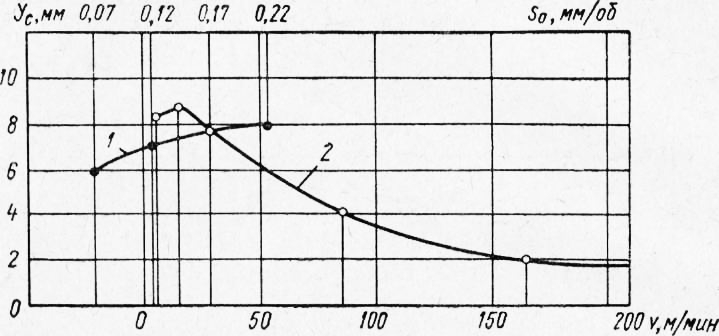
Рассмотрение двух случаев работы сверл как при врезании инструмента, так и при наличии непрямолинейной оси вращения заготовки показывает следующее: Практика сверления показывает, что наиболее сильно способна изменять направление инструмента поперечная разнотвердость (разнообрабатываемость) но, к сожалению, не всегда в желаемом направлении. В этом случае получается не корректировка, а увод. Контроль кривизны, проведенный с помощью нивелира и оптической марки, показал, что у составных образцов максимальные уводы в отдельных поперечных сечениях располагаются в узком секторе. Существование незначительных отклонений в расположении максимальных уводов можно объяснить некоторой неизбежной неоднородностью материала даже у составных заготовок. Результаты опытов дают основание считать, что максимальные уводы в сечениях заготовок располагаются практически в одной плоскости. При определении влияния на уводы первоначальной угловой погрешности в направлении сверла составные образцы имели заправочные отверстия на входных концах, расположенные под различными углами а, — к теоретическим осям заготовок. Были опробованы два варианта направления заправки: на твердый и на мягкий материалы составных образцов. При проведении этих опытов наблюдались случаи исправления заданного направления оси заправочного отверстия вначале сверления. Поэтому большого угла наклона а0 нельзя было получить. Результат сверления составных образцов при направлении оси заправочного отверстия на твердый материал приведен на рис. 7. Опыты показали следующее: Для выявления влияния скорости резания на уводы были просверлены составные заготовки из сталей 40Х, 25, 50 и 20 при различных скоростях резания. Скорость сверла изменилась от 5 до 210 м/мин при постоянной подаче s0 = = 0,17 мм/об. В опытах применялись однокромочные сверла диаметром dc — 80 мм. До скоростей резания из<50 м/мин в качестве режущего материала применялась сталь марки Р18, а при vc > “> 50 м/мин — твеолый сплав маоки Т15К6. На рис. 8 показаны величины уводов, полученные при сверлении составной заготовки из сталей 40Х и 25, при различных скоростях (кривая 2) и подачах (кривая /). Как видно из рисунка, скорость резания существенно влияет на уводы: при увеличении скорости резания уводы резко снижаются.
Рис. 7. Результаты сверления заготовки с поперечной разнообра-батываемостью и первоначальной угловой погрешностью направления инструмента: а — кривизна по вертикали; б-кривизна по горизонтали; в — суммарная кривизна
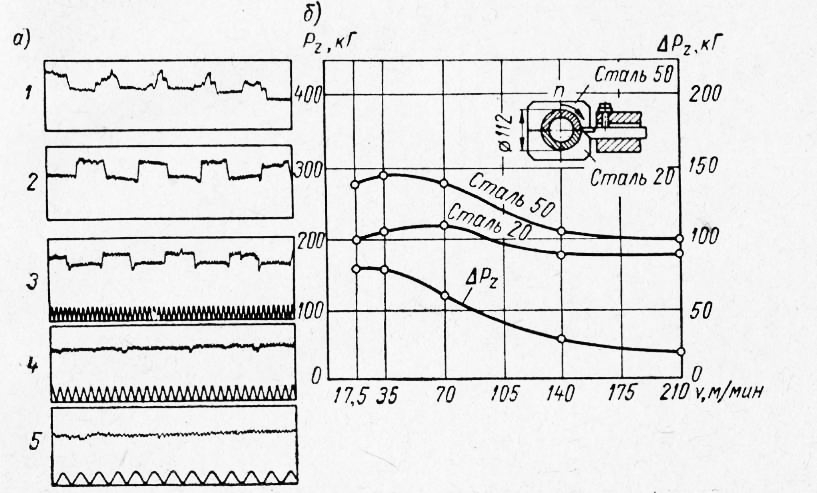
Это обстоятельство чрезвычайно интересно потому, что может быть применено как основная рекомендация борьбы с уводами. Ценность ее заключается и в том, что при повышении скорости резания не только уменьшаются уводы, но и должна расти производительность сверления. До этого, работая на скоростных режимах, мы предполагали, что получаемые незначительные уводы определяются в основном не скоростью резания, а качеством применяемых инструментов. Оставалась неясной причина резкого снижения уводов с возрастанием скорости резания при сверлении заготовок с поперечной разнотвердостью, тем более что в предыдущих опытах не удалось выявить заметного влияния на уводы гироскопического эффекта. Для установления причины снижения величин уводов при возрастании скорости резания было проведено динамометрирование. Для этого на токарном станке были обточены составные заготовки, которые до этого сверлились в опытах по выявлению влияния скорости резания на уводы. Резец, применявшийся при обточке, был закреплен в токарном динамометре с проволочными датчиками сопротивления. Тангенциальные силы резания Рг замерялись и записывались с помощью тензостанции (35 кгц) и осциллографа МПО-2.
Рис. 8. Зависимость уводов оси сверла от скорости резания и вели чины подачи при сверлении:
Рис. 9. Заготовки с разиообрабатываемостью, просверленные при различных скоростях резания
Обработка составных образцов дает наглядное представление 0 том, что по мере возрастания скорости резания резко снижается разность между обрабатываемостью стали 50 и стали 20. Подобная нивелировка обрабатываемости различных материалов наблюдалась нами и раньше при сверлении составных заготовок из сталей 35 и ОХИЗМА при скоростях сверления vc 5» 150 м/мин. Факт уменьшения поперечной разнообрабатываемости (нивелирования обрабатываемости, но не твердости) дает основание сделать
Рис. 10. Осциллограммы и графики изменения сил, замеренных при различных скоростях резания во время обточки заготовки из составного образца
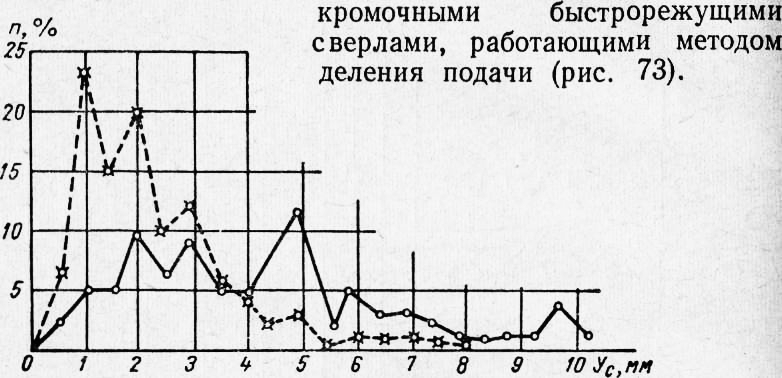
следующий важный вывод. Если основной причиной уводов является наличие поперечной разнообрабатываемости заготовок, а поперечная разнообрабатываемость уменьшается с возрастанием скорости резания, то можно предположить, что на весьма высоких скоростях резания можно проводить глубокое сверление практически без уводов: Опытами установлено также, что при увеличении подачи во время сверления величина уводов имеет тенденцию к возрастанию. Это положение можно объяснить увеличением отклонения инструментов при увеличении подачи и наличии поперечной разнообрабатываемости. Однако чем больше подача, тем меньше число отжимов инструмента. Были проведены опыты, определяющие влияние конструктивной схемы сверл на уводы при сверлении. Конструирование сверл, Пригодных для производительного сверления, настойчиво приводило к мысли использовать инструмент, работающий методом деления подачи. Для осуществления этого необходимо было проверить, как эти сверла будут вести себя в отношении уводов. Существовало сильно укоренившееся в практику мнение о склонности сверл подобного типа к уводам.
Рис. 11. Уводы при сверлении однотипных заготовок двумя типами сверл:
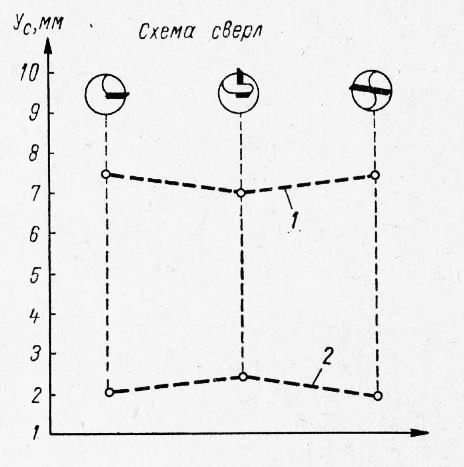
Средний увод оси отверстий при сверлении однокромочными скоростными сверлами составлял УС1 – 1,5 мм, тогда как средний увод при сверлении быстрорежущими сверлами равнялся УС2 = == 4,5 мм, т.е. был втрое выше, чем у скоростных однокромочных сверл. В то время такую большую разницу в качестве просверленных заготовок объясняли высоким качеством однокромочных сверл. Опыты, описанные выше, вносят ясность в рассматриваемый вопрос, однако не освобождают от опытной проверки сверл, работающих методом деления подачи. Опыты были проведены с тремя типами сверл, охватывающими практически все возможные комбинации сверл: от сверл с абсолютной определенностью базирования (однокромочные сверла) до сверл без определенности базирования (двухкромочные сверла, работающие методами деления подачи). Желая проверить специфичность отдельных типов инструментов и в отношении скорости резания, сверление проводилось как на высоких, так и на низких скоростях. На рис. 12 показаны уводы, полученные при испытании сверл на двух режимах резания. Из рисунка видно, что конструкции сверл не оказывают существенного влияния на уводы. При скоростном и нескоростном режимах различные типы инструментов просверлили отверстия фактически с равными величинами уводов. Таким образом определили, что нет особых оснований игнорировать метод деления поцачи и инструменты, работающие этим методом. Это тем более следует отметить, что данная группа инструментов обладает более высокой производительностью. Результаты опытов послужили основанием для разработки новой конструкции скоростного сверла для глубокого сверления, работающего методом деления подачи. Общие выводы. Проведенные работы по исследованию уводов при глубоком сверлении позволяют сделать следующие выводы. Основной причиной увода является поперечная разнообраба-тываемость материала заготовки, которая почти всегда существует у заготовок. Однако условия, при которых происходит увод сверла, не всегда существуют. Увод может происходить только при условиях несовпадения в данный момент оси сверла с осью симметрии разнообрабатываемости и при наличии податливости (упругости) инструмента (или обрабатываемого материала). Скорость резания, какой бы величины она ни была, не является причиной увода сверла, однако этот фактор может нивелировать поперечную разнообрабатываемость и этим заметно сократить увод. Другими факторами, влияющими на увод не качественно (как влияет причина), а только количественно, являются упругость инструмента, угол между режущей кромкой и перпендикуляром к оси сверла <р, величина подачи инструмента при сверлении и др. При сверлении с вращением заготовки угол между осью вращения заготовки и осью сверла а0 оказывает определенное влияние на увод, но значительно меньшее, чем при неподвижной заготовке. Это несовпадение легко корректируется при сверлении вращающейся заготовки. Сам процесс сверления, таким образом, проходит при непрерывном изменении условий резания, так как на своем пути сверло испытывает действие как корректирующих, так и усугубляющих увод факторов. Основная причина увода — поперечная разнообрабатываемость — способна не только отклонять сверло от оси вращения заготовки, но при определенных обстоятельствах активно совмещает его ось с осью вращения заготовки.
Рис. 12. Уводы, полученные при испытаниях различных типов сверл на двух режимах резания
В настоящее время величина допустимого увода принимается равной 0,5 мм на 1 м длины сверления. Таким образом, чтобы сверлить с малыми уводами, необходимо следующее: Таким образом, внедрение скоростного сверления глубоких отверстий перспективно не только с точки зрения повышения производительности, но и с точки зрения уменьшения уводов, повышения чистоты образуемых поверхностей, а следовательно, повышения качества обработки. Реклама:Читать далее:Огранка при глубоком сверленииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|