|
|
Категория:
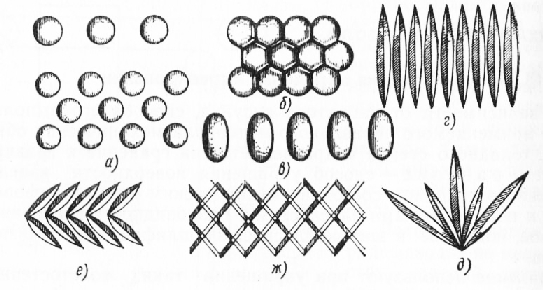
Шлифование и полирование стекла Далее: Широкоплоскостное гранение Валовое шлифование. При валовом шлифовании срезают часть внешней поверхности изделия, создавая несложный рисунок или орнамент, который состоит из элементов, называемых «валовым шлифом». Как правило, рисунок оставляют матовым, не полируя. Рассмотрим основные валовые шлифы. Ямка— это срезы, имеющие правильную окружность по контуру. Чаще всего ямки располагают в шахматном порядке по окружности изделия. Перекрывая одну ямку другой получают чешуйку. Срезы продолговатой, элипсовидной формы называют желудочком или оливером. Такие шлифы располагают вокруг изделия на одной высоте в один ряд. Лучи — тонкие прорезы, которые располагают параллельно вертикальной оси так, что края прорезов соприкасаются друг с другом. Обычно прорезы начинают около дна и ведут вверх, заканчивая на произвольной высоте, но не выше середины изделия. Лучи бывают различной ширины и заканчиваются либо на одной высоте, либо ограничиваются зигзагообразной кривой. Несколько лучей, исходящих из одной точки в разные стороны, называются «кустом».
Рис. 1. Валовые шлифы:
а — ямка, б — чешуйка, в — оливер, г — лучи, д — куст, е—елочка, ж — сетка
Елочка состоит из продолговатых срезов (листочков), имеющих в отличие от оливера острые вершины. Срезы располагают в два ряда с наклоном друг к другу так, что вершины каждой пары листочков соприкасаются. Сетку выполняют из узких длинных срезов, которые наносят под углом к оси изделия. Сетку располагают на внешней стенке изделия на разной высоте. Прежде чем приступить к нарезанию валовых шлифов, на поверхности изделия размечают основной контур узора. Для этого изделия устанавливают на разметочном столе с повторным кругом, на котором обозначены радиальные линии и концентрические окружности, облегчающие центровку изделия. Размеры рисунка переносят с чертежа на изделие, пользуясь разметочным циркулем. Изображение наносят суспензией, состоящей из огнеупорной глины и воды в соотношении 1:4 (по массе), при помощи кисти с удлиненной щетиной. При разметке изделий массового ассортимента применяют разметочное устройство. Изделие устанавливают в центрирующую оправку устройства. Затем оправку вместе с изделием опускают. При этом разметочные элементы прижимаются к боковой поверхности изделия и наносят на нем точки. При возврате оправки в исходное положение разметочные элементы отводят в сторону, размеченное изделие снимают и устанавливают следующее. В отведенном положении разметочные элементы смачивают суспензией из глины и воды. Валовые шлифы нарезают вручную абразивными инструментами и механизированным способом на различных станках. Края абразивных инструментов затачивают по-разному для разных срезов: круглые ямки и широкие оливеры нарезают кругом с закругленным краем, причем чем больше диаметр ямки, тем шире должен быть круг; для выполнения листиков или лучей используют узкие круги с острым профилем. При нарезании шлифа рабочий плавно подносит изделие к режущей кромке вращающегося в вертикальной плоскости круга и прижимает изделие к кругу с определенным усилием до тех пор, пока не получится срез требуемого размера и формы. Чтобы получить вытянутый в длину оливер, луч или листок, изделие медленно продвигают вдоль режущей кромки круга навстречу вращению. Нарезав шлиф, шлифовщик поворачивает изделие на определенный угол в соответствии с разметкой и продолжает шлифование очередного элемента. Иногда шлиф полируют теми же приемами, которыми наносили шлифы. Для полирования применяют вертикальные круги из пробки, войлока или пенопласта и полировочную суспензию из пемзы и воды (1:2 по массе). На автоматическом станке одновременно обрабатывают несколько изделий, например 8 или 12 стаканов. Стаканы помещают в удерживающие вакуумные патроны станка. Патроны-держатели соединены с делительным приспособлением, которое автоматически поворачивает изделие на определенный угол. Угол поворота зависит от того, сколько раз требуется воспроизвести данный шлиф по окружности изделия. Например если шлиф повторяется по окружности изделия 6 раз, то всякий раз изделие поворачивают на 60°, если 12 раз — то изделие поворачивают на 30°. Каждый стакан обрабатывается своим шлифовальным кругом, все круги работают синхронно. В процессе обработки на них непрерывно подается вода. Когда срез достигает заданной глубины, патроны со стаканами опускаются вниз и поворачиваются на установленный угол. При последующем подъеме патронов под обработку подводится новая площадка изделия. Получение различных шлифов определяется профилем круга его расположением по отношению к изделию, а также дополнительным движением круга по поверхности стеклоизделия. Наиболее часто на таких станках обрабатывают изделия массового ассортимента: стаканы, рюмки, фужеры, бокалы. Обычно на них наносят сетку, прямые или наклонные лучи. Производительность станков зависит от сложности рисунка и составляет для валовых шлифов от 40 до 120 шт/ч. Номерное шлифование. При номерном шлифовании рисунок составляют из разных валовых шлифов, нарезаемых абразивными инструментами различных профилей.
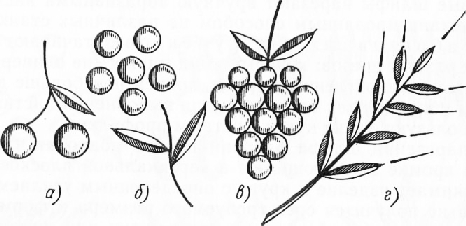
Рис. 2. Номерные шлифы:
а — вишня, б — цветок, в — кисть винограда, г — колос
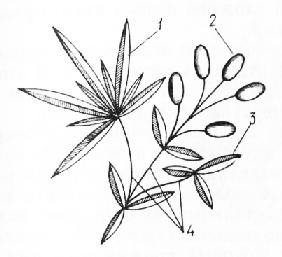
Промышленность выпускает свыше 3 тыс. наименований изделий, на которые наносят свыше 600 различных рисунков. Каждой комбинации шлифов присвоен порядковый номер, отсюда и название этого вида обработки — номерное шлифование. Однако единого каталога или другого нормативного документа на рисунки нет, поэтому каждый завод присваивает рисункам свои номера и выполняет эти рисунки в соответствии с техническими условиями данного завода. Рассмотрим характерные композиции номерного шлифования. Несколько ямок, соединенных стебельком с листиком, образуют рисунок вишни; сходен с ним цветок; расположенные пирамидально ямки со стеблем и листиками — кисть винограда. Расположив по обе стороны от тонкого стержня небольшие продолговатые надрезы, которые заканчиваются тонким лучом, получают колос. Сложность рисунка номерных шлифов, выполняемых абразивными инструментами различного профиля, затрудняет создание автоматических станков для этого вида декоративной обработки. Поэтому номерное шлифование выполняют вручную на станках для нанесения алмазной грани САГ или ШАГ. Для нарезаний номерных шлифов используют синтетические абразивные инструменты размером 280—400X20X35 мм из белого электрокорунда средней твердости, изготовленные на керамической связке. Номерной шлиф в зависимости от сложности писунка выполняют на 3…4 кругах с различным профилем режущей кромки круга. Например, композицию, изображенную на рис. 2, выполняют следующим образом. Плоским кругом при небольшом движении изделия вдоль режущей кромки нарезают оливеры, затем на круге с оттянутой острой кромкой выполняют лучи, которые образуют куст. Более тонким кругом с остроугольной кромкой нарезают листики и, наконец, самым тонким кругом — соединительные линии, двигая изделие вдоль кромки круга и прижимая его к кругу с одинаковым усилием.
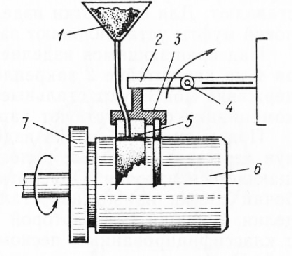
Рис. 3. Станок для нанесения «матовой ленты»:
1 — воронка с песком, 2 — кронштейн, 3 — откидная державка, 4 — подвижный шарнир, 5 — стальные полоски, 6 — изделие, 7 — резиновая муфта
После нарезания номерных шлифов на стенке изделия образуются матовые площадки, которые полируют так же, как валовые шлифы. При нарезании номерных шлифов применяют конвейерно-по-точный метод, который заключается в том, что один рабочий специализируется на выполнении одного элемента. Например, номерной шлиф, показанный на рис. 41, выполняют несколько рабочих: один нарезает оливеры, другой — кусты, третий — листики, четвертый, заканчивая нарезание рисунка, проводит тонкие соединительные линии. При таком методе обработки изделия индивидуальное мастерство шлифовальщика превращается в специфический почерк бригады. Матовое шлифование. Поверхность изделия обрабатывают свободным абразивным материалом (песком) или абразивным инструментом. Образующаяся при этом матовая шероховатая поверхность, интенсивно рассеивает свет, за счет чего и достанется декоративный эффект. Этим способом наносят в основном матовые ленты различной ширины в разных сочетаниях на изделия, представляющие собой тела вращения, например стаканы, бокалы, рюмки, блюдца, графины. Изделие должно иметь правильное круглое сечение, иначе лента получается неравномерной, прерывающейся.
Рис. 3. Последовательность нарезания номерного шлифа:
1 — куст, 2 — оливер, 3 — лист, 4 — соединительные линии
Обработку выполняют на станках. На конец ведущего вала станка монтируют резиновую муфту или зажим в зависимости от формы обрабатываемого изделия. На муфту насаживают обрабатываемое изделие. В зависимости от формы и размера обрабатываемого изделия муфту заменяют или переставляют. Для обработки изделий сложной формы вместо резиновой муфты устанавливают зажим. Над вращающимся изделием с помощью подвижного шарнира на кронштейне закреплена откидная державка. В этой державке монтируют стальные полоски, которые по ширине и комбинации соответствуют характеру наносимого рисунка. При включении станка изделие начинает вращаться. Повернув державки, стальные полоски опускают на поверхность вращающегося изделия. Обработка изделия начинается, когда рабочий слегка прижимает стальные полоски к поверхности изделия. Воронка, из которой под стальные полоски течет вода с классифицированным песком, подвешена строго над державкой. Полоски захватывают песок, который прижимается ими к поверхности изделия и протирает на ней ленту. На подобных станках можно обрабатывать за смену 2500…3000 стаканов. Реклама:Читать далее:Широкоплоскостное гранениеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|