|
|
Категория:
Технология миниатюрных изделий Одним из наиболее производительных методов предварительной и окончательной обработки миниатюрных изделий является виброабразивный. Взвешенное состояние абразивной массы и изделий в виброустановках позволяет осуществлять процессы снятия заусенцев, очистку облоя, а также чистовое шлифование и полирование миниатюрных и тонких изделий без опасности их деформации. Качество виброабразивной обработки определяется свойствами наполнителя, его физическими характеристиками, режимами и продолжительностью обработки.
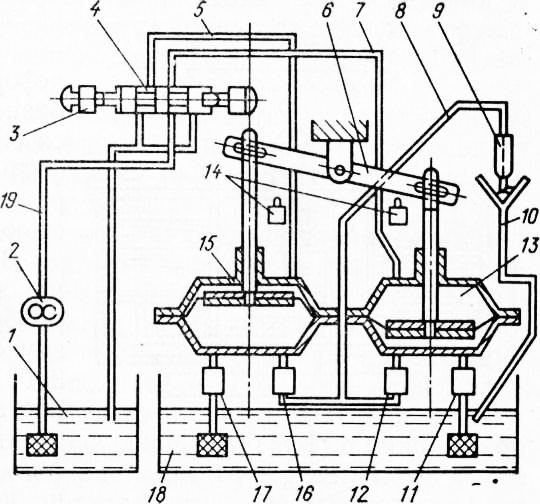
Рис. 1. Виброабразивное шлифование:
а — схема шлифования; б — установка
В вибрационной технологии наиболее часто применяют виброобработку с применением дозвуковой частоты в пределах 3000 колебаний в минуту. Сущность вибрационной обработки заключается в следующем: изделия и наполнитель помещают в контейнер виброустановки, которому сообщают колебательное движение. Под влиянием вибрации обрабатываемые изделия и наполнитель, преодолевая силы трения, перемещаются относительно друг друга с частотой, равной частоте вибрации, и приобретают свойства текучести — своеобразное взвешенное состояние. Изделия и наполнитель из-за разности масс перемещаются с разными скоростями, совершая движение по сложной траектории, что позволяет обработать все плоскости деталей. Интенсивное относительное перемещение наполнителя со скоростью VH и обрабатываемых изделий VK и их перемешивание в современных виброустановках осуществляются, с одной стороны, благодаря местному препятствию, создаваемому в бункерах, а с другой — за счет соответствующего подбора угла сдвига фазы между составляющими колебания бункера, обеспечивающего большое усилие напора, создающее местное скопление наполнителя и деталей и их последующую разрядку. В настоящее время эксплуатируется большое количество вибрационных установок. Несмотря на конструктивное различие, они содержат типовые функциональные узлы. На рис. 1, б показана схема типовой установки для вибрационной отделки. Изделия и абразив загружены в камеру, которой сообщаются колебания вибраторами. Камера установлена на стойке и основании. В ряде случаев для интенсификации процесса очистки осуществляют подвод тока, обеспечивая процесс электро-виброабразив-ной обработки. Процесс вибрационной обработки сводится к следующему: в виброустановку засыпают наполнитель, подбор которого зависит от конфигурации изделий. Включают виброустановку с системой промывки, куда равномерно закладывают изделия. После обработки открывают люк выгрузки и последовательно включают транспортер и магнитный сепаратор. Изделия и наполнитель перемещаются по транспортеру. В зоне действия магнитного сепаратора изделия отделяются от наполнителя и поступают на промывку, которая осуществляется в 3%-ном растворе кальцинированной соды. Применяемые наполнители: бой абразивных кругов, плавленый электрокорунд, фарфор, гранит, галька и др. Для осуществления гидроабразивной обработки с наложением тока рекомендуется применять растворы солей металлов, более электроположительных, чем металлы, из которых изготовлены обрабатываемые изделия. При выборе рабочей среды следует учитывать ее окисляющее действие, образование гальванических пар, ускоряющих реакцию и легкость очистки изделий от продуктов взаимодействия. Химическое взаимодействие рабочего раствора и обрабатываемых изделий представляет гетерогенную реакцию между жидкой и твердой фазой. Однако основными величинами, характеризующими процесс обработки и определяющими скорость его протекания, являются механические параметры обработки, концентрация и объем рабочего раствора, а также величина активной поверхности деталей. Промышленностью изготавливается гамма вибрационных бункеров, охватывающая восемь типоразмеров, для очистки миниатюрных изделий. Наименьшие типоразмеры вибробункеров имеют диаметры чаш 100 и 160 мм. Максимальная скорость подачи деталей в вибробункере колеблется в пределах 10—200 мм/с. Для обеспечения процесса вибрационной очистки применяются универсальные виброприводы, обеспечивающие скорость перемещения изделий от 350 мм/с и более. Обработка деталей в установках на базе такого вибропривода ведется при частоте 50 Гц, максимальной амплитуде горизонтальных колебаний 1,6 мм и вертикальных колебаний —0,7 мм. Имеются установки для абразивной обработки, работа которых основана на использовании планетарного движения контейнеров с помещенными в них изделиями и абразивом. При этом контейнеры совершают сложное движение, состоящее из двух вращательных движений. Центробежные силы, возникающие от такого движения, вызывают силы трения между изделиями и абразивом, за счет которых и осуществляется обработка (шлифование и полирование). В настоящее время разработаны установки для йиброабразиа-ной обработки с цифровым программным управлением. Вибрация применяется для отделения миниатюрных изделий от металлической стружки, которая по своим размерам близка к размерам изделий. Для этого изделия вместе со стружкой помещают в коническую чашу, которую устанавливают на вибропривод. Под действием вибраций изделия и стружка определенный период времени находятся во взвешенном состоянии. Снизу в чашу подается сжатый воздух, который выдувает стружку. Реклама:Читать далее:Электроэрозионный метод изготовления миниатюрных изделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|