|
|
Категория:
Обработка алмазов Низкая квалификация обточника, неисправность станка и технологической оснастки, природные дефекты алмазного сырья приводят к тому, что часть полуфабрикатов после обточки обладают теми или иными видами брака и не удовлетворяют требованиям технических условий. Наиболее часто при обточке встречаются следующие виды брака. Отсутствие правильной геометрической формы заготовки в плане (некруглость). Некруглость выше допустимой нормы возникает по следующим причинам: Некруглость может быть устранена соответствующей наладкой станка, а также дополнительной обточкой и доводкой. Доводка должна продолжаться до тех пор, пока заготовка не примет форму круга (с учетом допустимой некруглости) в плане: при контроле карандаш будет оставлять на поверхности пояска ровную непрерывную линию. Конусность пояска заготовки в сторону площадки или шипа. Основными причинами конусности пояска являются: Для устранения конусности необходимо установить Т-образную опору по центру обрабатываемого полуфабриката параллельно его продольной оси и произвести дополнительную доводку.
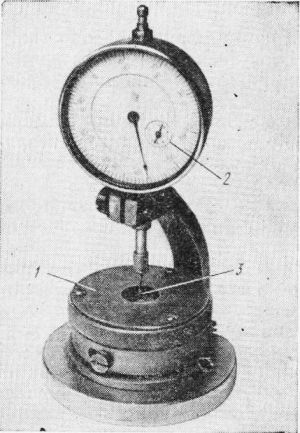
Рис. 1. Приспособление для замера высоты обточенных полуфабрикатов: Бочкообразность профиля заготовки возникает в результате неравномерности распределения усилия при подаче резца в процессе возвратно-поступательного перемещения вдоль обрабатываемой поверхности. Исправляется бочкообразность дополнительной доводкой пояска заготовки. Отсутствие фаски на площадке у полуфабрикатов с диаметром более 1,5 мм. Причиной этого вида брака является невнимательность рабочего и несоблюдение им требований технических условий на обточенные полуфабрикаты. Исправляется брак путем снятая фаски на пояске со стороны площадки. Недостаточная высота пояска заготовки. Основными причинами этого вида брака являются: Исправляется брак дополнительной обточкой и доводкой пояска заготовки. Высота пояска более заданной возникает в результате неправильной центровки полуфабриката в прижиме станка и несоблюдения рабочим требований технических условий на обточенные полуфабрикаты. Устраняется брак шлифовкой граней (если это необходимо). Неравномерность высоты пояска на различных сторонах на готовки возникает по причине неправильной центровки полуфабриката в прижиме станка, а также вследствие морфологических особенностей распиленных полуфабрикатов, подвергающихся обточке.
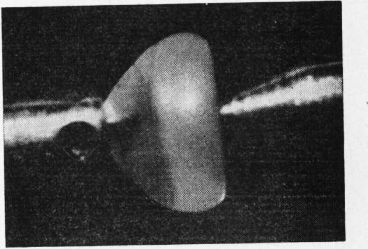
Рис. 2. Обточенный полуфабрикат с бочкообразным пояском
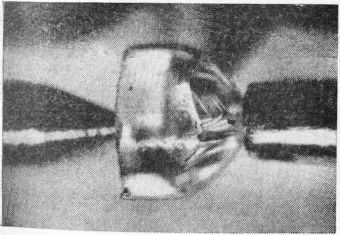
Рис. 3. Обточенный полуфабрика! с завышенной высотой пояска Шероховатость поверхности пояска ниже допустимого класса. При данном виде брака поверхность пояска имеет грубый зернистый пористый характер. Основной причиной возникновения пористой поверхности заготовок является обточка на высоких скоростях с большой глубиной съема.
Рис. 4. Обточенный полуфабрикат с цедержателя Неравномерность качества обточки пояска возникает в том случае, когда отдельные участки пояска обработаны с использованием различных режимов.
Рис. 5. Обточенный полуфабрикат с неравномерной чистотой поверхности пояска:
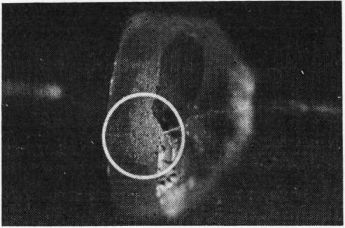
Рис. 6. Обточенный полуфабрикат с открытым дефектом на пояске Наличие открытых дефектов на пояске. Основной причиной этого вида брака является природная дефектность сырья. Кроме того, появление открытых дефектов на пояске может происходить в результате резкой подачи резца на обрабатываемый полуфабрикат. Устраняется брак шлифовкой в зоне расположения открытого дефекта с последующей дополнительной обточкой и доводкой. Наличие открытых дефектов на площадке является следствием природной дефектности сырья. Брак устраняется шлифованием площадки. Неплоскостность площадки, наличие глубоких рисок на площадке. Эти виды брака возникают при проведении предшествующей обточке операции распиливания. Брак устраняется шлифованием площадки. При необходимости увеличивают высоту пояска дополнительной обточкой и доводкой. Наличие сколов на площадке. Основными причинами этого вида брака являются: Брак устраняется шлифованием площадки. При необходимости увеличивают высоту пояска дополнительной обточкой и доводкой. Наличие дефектов на гранях и ребрах заготовок. При данном виде брака на поверхности граней и ребер наблюдаются большей частью природные дефекты в виде треугольных впадин, раковин, вростков и т. д., мешающих проведению Дальнейшей обработки и могущих повлечь за собой при их удалении изменение полученных параметров обточенной заготовки.
Рис. 7. Обточенный полуфабрикат с глубокими рисками на площадке
Рис. 8. Обточенный полуфабрикат со сколом на площадке Высота полуфабриката менее допустимой. Чаще всего брак возникает вследствие морфологических особенностей и природной дефектности сырья. Устраняется, брак дополнительной обточкой и доводкой. Реклама:Читать далее:Рекуперация алмазосодержащих отходов после обточкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|