|
|
Категория:
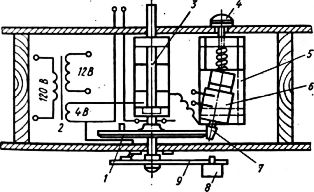
Производство мягкой мебели Конвейерные устройства по принципу перемещения изделий, конструкции, организации работы в непрерывнопоточном производстве весьма разнообразны. Они могут быть разделены на две основные группы: приводные и неприводные. Первые применяются при организации непрерывного процесса изготовления изделий с регламентированным ритмом и механизированным перемещением изделий, вторые — при организации поточных линий со свободным ритмом. К неприводным конвейерам относятся неприводные ролики, тележки и монорельсы с ручным перемещением изделий. В качестве приводных транспортных средств служат ленточные, цепные, пластинчатые, тележечные, люлечные конвейеры, роликовые конвейеры с механическим приводом, карусельные конвейерные устройства и ряд других. Ленточный конвейер представляет собой бесконечную ленту, изготовленную из прорезиненного материала. Ширина ее равна ширине изделия. Лента охватывает два ролика, из которых один приводит ленту в движение, а другой — входит в состав натяжного механизма. Верхняя ветвь ленты является рабочей, так как на ней помещается перемещаемое изделие. Эта ветвь передвигается по деревянному настилу или роликам. Нижняя ветвь (нерабочая) поддерживается роликами. Цепной конвейер применяют для перемещения изделий больших размеров. Он представляет собой бесконечную цепь с упорами, приводимую в движение специальным приводом. Верхняя (рабочая) и нижняя (нерабочая) ветви конвейера перемещаются по направляющим каркаса конвейера. Каркас конвейера изготовляют сварной конструкции из уголка и швеллера. На цепи конвейера закрепляют упоры для перемещения изделий. Расстояние между упорами равно длине изделия, а расстояние между направляющими — его ширине. Пластинчатый конвейер применяется для перемещения более тяжелых изделий (по сравнению с ленточным конвейером). Этот конвейер вместо ленты имеет отдельные жесткие металлические или деревянные пластины, укрепленные концами на двух бесконечных цепях, которые приводятся в движение специальным механизмом. Конвейер тележечного типа предназначается для перемещения тяжелых изделий. По рельсовому пути вручную или механически бесконечной цепью по замкнутому контуру передвигаются тележки, на которых установлены перемещаемые изделия. По мере передвижения тележки с изделием с одной позиции на другую рабочие выполняют последовательно операции. На последней позиции изготовление заканчивается, и готовое изделие снимают с конвейера. Люлечный конвейер представляет собой замкнутый рельс, по которому бесконечной цепью, приводимой в движение специальным приводом, перемещаются подвешенные люльки с изделиями. Рельс может иметь повороты, спуски и подъемы, что дает возможность передвигать по нему изделия от одного рабочего места к другому, а также перемещать их из одного цеха в другой или в различные этажи здания. Роликовые конвейеры изготовляют либо в виде длинных роликовых столов, располагаемых вдоль рабочих мест, либо в виде отдельных секций, установленных между соседними рабочими местами. Рама конвейера укрепляется на стойках. В верхней части устанавливают ролики, которые вращаются от специального привода. По характеру движения тягового органа приводные транспортные средства разделяются также на две группы: с непрерывным движением тягового органа, так называемые непрерывного действия, и с периодическим движением тягового органа — периодического или пульсирующего действия. Если изделие изготовляют на рабочих местах, расположенных возле конвейера — столах, то конвейер выполняет только транспортные функции (распорядительный конвейер). В распорядительных конвейерах применяют различные типы транспортеров: ленточные, пластинчатые, роликовые тележечные, подвесные и др. Конвейерные устройства, выполняющие только транспортные функции, работают чаще всего с непрерывным движением тягового органа. В рабочих конвейерах тип и конструкция конвейерного устройства должны удовлетворять в первую очередь требованиям технологического процесса, так как изделие изготовляется непосредственно на конвейерном устройстве. Конвейеры периодического действия могут быть цельные и секционные. По принципу действия, характеру движения тягового органа, конструкции чаще всего используют рабочие, периодического действия, ленточные, цепные грузотянущие, цельные и секционные конвейеры. На таких конвейерах изделие в процессе изготовления имеет жесткую опору. Передвижение изделий происходит периодически. Систематический контроль за выполнением работы во времени осуществляется посредством оптической и звуковой сигнализации. Автоматическое управление движением осуществляется посредством реле времени, называемого конвейерными часами. Основной частью механизма является вал с диском. Диск фрикционно сцеплен с конусом, приводимым во вращение электродвигателем. Электродвигатель укреплен на каретке и может перемещаться вокруг вертикальной оси в горизонтальной плоскости.
Рис. 1. Конвейерные часы: Вращением регулятора скорости — маховичка в ту или другую сторону передвигают каретку 5 с укрепленным на ней электродвигателем и изменяют точки фрикционного соприкосновения конуса с диском. Это дает возможность изменять и регулировать время оборота диска вокруг своей оси, т. е. регулировать ритм. На валу укреплена стрелка конвейерных часов с противовесом. Стрелка при вращении периодически замыкает контакты цепи магнитного пускателя расположенной на ней пластинкой. При этом включается электродвигатель привода и перемещаются изделия на конвейере. Двигатель выключается при надвигании очередной упорной планки-толкателя на соответствующим образом расположенный концевой выключатель. Кроме функций управления движением тягового органа конвейерные часы осуществляют постоянную световую и периодическую звуковую сигнализацию. Для этого футляр, в который заключен механизм часов, оформлен с двух внешних сторон в виде циферблатов, а на внутренней стороне диска расположены контакты, замыкающие цепь электрического тока на сигнальный звонок. Для обеспечения требуемого напряжения для двигателя и сигнальных звонков в механизм часов включен понижающий трансформатор. Постоянный контроль за выполнением работы в течение ритма создает условия для строго ритмичной работы каждого рабочего при выполнении своей операции. Это условие особенно необходимо в случаях периодического перемещения изделий при величинах ритма, превышающих 1… 1,5 мин, когда рабочий слабее воспринимает ощущение ритма. Время указывается стрелкой конвейерных часов, движущейся по циферблату с делениями-окнами, хорошо освещенными изнутри. Время прохода стрелки от одного окна к другому соответствует определенной части ритма, а полный оборот стрелки вокруг своей оси — всей величине ритма. Звуковая сигнализация применяется не чаще двух раз в течение ритма: первый раз в качестве напоминания о скором истечении времени, положенного на проведение операции, второй раз за 1… 1,5 с перед началом передвижения. По характеру звука эти сигналы должны различаться между собой. Из большого многообразия конвейерных поточных линий рассмотрим типовой проект участка обойных работ, наиболее распространенный в производстве мягких элементов диванов-кроватей и матрацев.
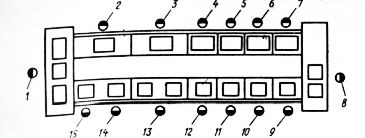
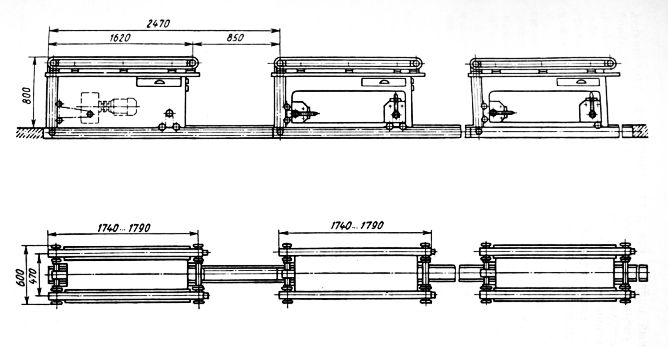
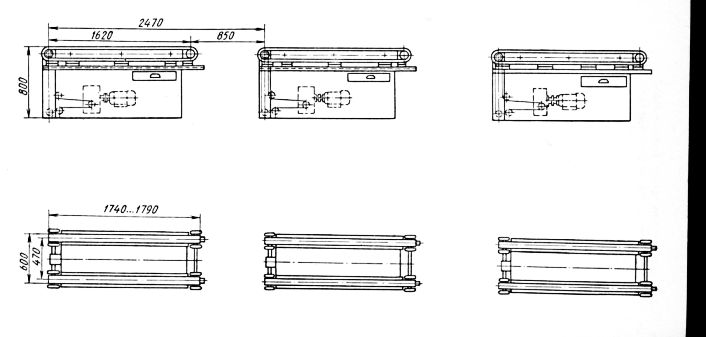
Рис. 2. Схема организации рабочих мест на двухленточном конвейере (1—15 — рабочие места) В основу организации труда положен непрерывно-поточный метод. Обойные работы выполняют на не-прерывнопоточной линии, состоящей из конвейера обойных работ, рабочего места крепления облицовочной ткани, рабочего места заделки углов мягкого элемента. В поточной линии на конвейере выполняют операции по настилу ваты на основание и креплению пружинного блока к основанию, крепление настила к пружинному блоку и крепление покровочной ткани (миткаля). Конвейер секционный периодического действия двухленточный, может быть выполнен в двух вариантах. В первом варианте привод подающих лент всех секций — единый, от одного электродвигателя, установленного на первой секции. Приводная секция связана с промежуточными через цепную передачу, расположенную ниже уровня пола. Во втором варианте каждая секция конвейера имеет самостоятельный привод, что дает возможность увеличивать или уменьшать количество секций без значительной реконструкции всей линии, в случае смены изделия, изменения его конструкции и размеров. Секции конвейера имеют подушки из поролона для игл, крючки для шпагата и ящики для хранения инструмента и скоб. Непрерывнопоточная линия представлена тремя участками: секционным рабочим конвейером из четырех секций, рабочим местом для крепления облицовочной ткани с осадочным приспособлением и рабочим местом по заделке углов мягкого элемента. На непрерывнопоточной линии предусматривается изготовление диванов-кроватей, имеющих цельное сиденье и спинку или раздельные мягкие элементы — сиденье и спинку. В рассматриваемом процессе изготовления мягких элементов приняты пружинные блоки из двухконусных пружин, соединенных спиралями, или непрерывного плетения. В качестве настила приняты настилочные материалы — поролон или ватники. Применяемый рабочий инструмент: пневмопистолеты, шпильки, иглы. На непрерывнопоточной линии применяется организационная оснастка в виде подставок. Подставка для оснований мягких элементов бывает двух видов: для ручного транспортирования или для механизированного транспортирования погрузчиком. Подставка для ручного транспортирования состоит из грузовой площадки, трех ходовых колес и ручки. Грузовая площадка изготовляется из дюралюминиевого листа. Подставка для транспортирования погрузчиком состоит из грузовой площадки и двух стоек. Ниже представлены два вида планировки поточной линии производительностью 30 тыс. диванов-кроватей в год при двухсменном режиме работы. В первом варианте конструкция конвейера предусматривает единый привод для всех секций конвейера. Во втором варианте каждая секция конвейера имеет индивидуальный привод. На участке предусматривается создание комплексных бригад с закреплением основных рабочих за определенными операциями. На участке рекомендуется одно- или двухсменный режим работы при восьмичасовой продолжительности рабочего дня.
Рис. 3. Конвейер с единым приводом для всех секций
Рис. 4. Конвейер с индивидуальным приводом каждой секции Реклама:Читать далее:Основные направления дальнейшей механизации процессов в производстве мягкой мебелиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|