|
|
Категория:
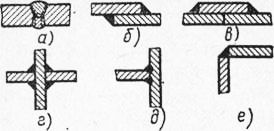
Нарезание резьбы Далее: Шпоночные соединения Разъемные соединения, выполненные с помощью резьбовых крепежных деталей (винтов, шпилек, гаек), называются резьбовыми (рис. 1). Наибольшее распространение в резьбовых соединениях получили винты, имеющие головки с наружным шестигранником (рис. 1, а и в); они допускают наибольшую силу затяжки, но требуют много места для завертывания. Применяют винты, имеющие головки с внутренним шестигранником (рис. 1,6), а также винты со шлицем под обычную или крестообразную отвертку; такие винты не требуют много места для завертывания, но допускают небольшую силу затяжки. Винты можно вворачивать непосредственно в одну из соединяемых деталей (рис. 1,б и в), а можно использовать в паре с гайкой для соединения деталей типа пластин (см. рис. 1,а).
Рис. 1. Виды резьбовых соединений:
1 — винт, 2 — головка, 3 — гайка, 4 — контргайка, 5 — головка с внутренним шестигранником, 6 — стопорная шайба, 7 — пружинная шайба
Винт, работающий в паре с гайкой, называют болтом. Шпилька в отличие от винта не имеет головки; резьбу на шпильке нарезают с обоих концов (рис. 1, г). Шпильки используют для соединений, подвергающихся при эксплуатации частым сборкам-разборкам. В соединениях из листового материала применяют так называемые резьбообразующие винты. Резьба в соединяемой детали получается при ввертывании винта в гладкое отверстие. Соединение получается плотным и хорошо работает в условиях вибраций. Для предотвращения винтов от самоотвинчивания (из-за вибраций, ударов и знакопеременных нагрузок) применяют специальные устройства и методы, основные из которых описаны ниже.
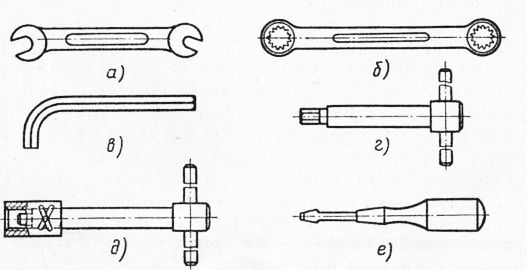
Рис. 2. Инструмент для сборки резьбовых соединений
Инструмент для сборки резьбовых соединений. Инструмент разнообразен как по конструкции, так и по назначению. В единичном и мелкосерийном производстве для завертывания гаек применяют ручные гаечные ключи следующих конструкций: с открытым зевом односторонние и двусторонние (рис. 2, а); двусторонние накидные (рис. 2, б), для деталей с внутренним шестигранным углублением под ключ (рис. 2, в). Для крепежных деталей, расположенных в труднодоступных местах; применяют торцовые ключи, оснащенные воротком (рис. 2, г), а также торцовые шарнирные ключи и трещоточные. Шпильки завертывают специальными ключами (рис. 2, д). Стандартные гаечные ключи имеют размер зева 3,2—80 мм. Для ответственных резьбовых соединений применяют предельные и динамометрические ключи. При затяжке соединения предельным ключом он автоматически отключается при достижении заданного момента затяжки. У динамометрических ключей имеется шкала, по которой можно определить величину прикладываемого момента. Для завинчивания винтов со шлицами применяют отвертки (рис. 2,е). Для механизации сборки резьбовых соединений и обеспечения постоянства момента затяжки предназначены ручные гайковерты, винтоверты, шпильковерты с электрическим или пневматическим приводом. Последовательность работ при выполнении резьбовых соединений. Резьбовые детали, поступающие на сборку, должны быть тщательно промыты и высушены. Перед сборкой следует проверить, чтобы отклонение от перпендикулярности оси резьбового отверстия к опорной поверхности корпуса было в пределах допуска. Если отклонение превышает допустимое, то подгибать винт, болт, шпильку нельзя, так как это может привести к их поломке при сборке. Затем выбирают необходимые ключи, отвертки и другие инструменты. Сборка резьбового соединения включает в себя: предварительное ввертывание («наживление») винта, гайки или шпильки; навинчивание свободной части резьбы; затяжку с заданным моментом; стопорение и контроль. Все резьбовые соединения собирают с предварительной затяжкой (реже без нее). Предварительная затяжка позволяет увеличить силы трения в резьбе благодаря осевому натягу; обеспечивает неизменность взаимного положения соединяемых деталей под рабочей нагрузкой. Силу или момент затяжки (их значения указаны в технических условиях) необходимо контролировать, поскольку как чрезмерная, так и недостаточная затяжка нежелательны: в первом случае возможно разрушение витков резьбы (особенно первых витков), во втором — самоотвинчивание. Если после затяжки длина выступающей части шпильки больше (или меньше) допустимой или шпилька во время затяжки проворачивается, то шпильку необходимо заменить. Если соединяют группу гаек или винтов, то в целях предотвращения перекоса и деформации соединяемых деталей затяжку осуществляют в строго определенной последовательности (рис. 3). Гайки затягивают постепенно в несколько приемов: сначала все гайки затягивают наполовину или на треть момента затяжки, а потом в том же порядке — на полную величину. Реклама:Читать далее:Шпоночные соединенияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|