|
|
Категория:
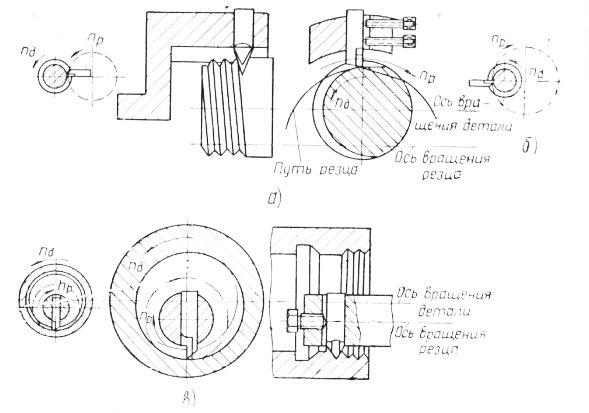
Модернизация металлорежущих станков Кинематически этот способ нарезания резьбы сходен с рассмотренным выше способом точения многогранников. Образование впадин наружных и внутренних резьб производится также при совместном вращении детали и резцовой головки в одну сторону при внешнем касании (как при способе Дальгрена и Свинеона) и в разные стороны —при внутреннем касании. Расположение осей при этом почти параллельное, т. е. близкое к способу точения многогранников. При вихревом нарезании резьбы ось резцовой головки отклоняется от параллельного положения на угол подъема винтовой линии нарезаемой резьбы.
Рис. 1. Вихревое нарезание резьбы: Однако если числа оборотов детали и резцовой головки при точении многогранников или были равны, или отличались максимум в некоторое число раз, равное числу граней (при точении шестигранника изделие вращалось в 6 раз медленнее, чем резцовая головка), то при вихревом нарезании резьб соотношение существенно изменилось. Угловые скорости вращения изделий при вихревом нарезании резьбы в сотни раз меньше угловых скоростей вращения резцовых головок. Так, например, если в процессе нарезания резьбы деталь врашяется со скоростью 6 об/мин., то твердосплавная «вихревая» головка — со скоростью 2400 об/мин. Подставив эти значения в формулу многогранного точения, получим что можно считать точением 2400-гранника шестирезцовой головкой или 400-гранника одним вращающимся резцом. Таким образом, вихревое нарезание резьбы можно рассматривать как процесс точения многогранных впадин. С некоторым приближением этот процесс подобен способу Дальгрена и Свинсона (при весьма большом количестве граней, исчисляемых сотнями и тысячами). Отсюда, чем точнее требуется получить профиль резьбы, тем больше должны отличаться друг от друга числа оборотов изделия и резцовой головки.
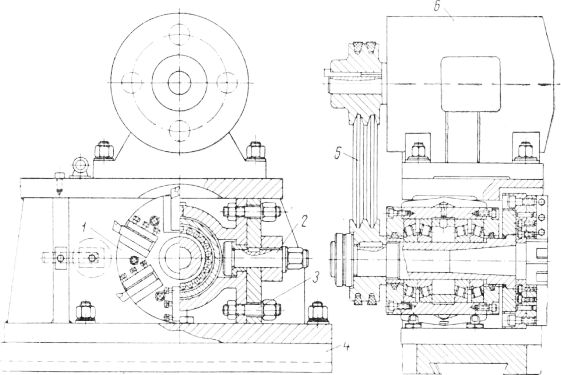
Рис. 2. Головка для вихревого нарезания резьбы внешним касанием. Вихревое нарезание резьбы — один из наиболее производительных процессов. Он использует все преимущества скоростного резания. За один проход на модернизированном токарном станке можно полностью нарезать резьбу ходового винта или профиля червяка. Приспособление для вихревого нарезания резьбы устанавливается вместо резцедержателя на суппорте токарного станка. В зависимости от взаимного расположения детали и резцовой головки различаются два способа вихревого нарезания резьбы: с внешним касанием резца и с внутренним касанием резца. При нарезании наружной резьбы можно пользоваться обоими способами, при нарезании внутренней возможно только внутреннее касание резца. На рис. 2 показана головка для вихревого нарезания резьбы методом внешнего касания резца. Изделие закреплено в патроне станка и поддерживается задним центром. Многорезцовая головка установлена на верхнем суппорте токарного станка и приводится во вращение от индивидуального электродвигателя через клиноременную передачу. Суппорт вместе с резцовой головкой перемещается от ходового винта станка после включения маточной гайки на один шаг резьбы за каждый оборот изделия. Врезание резца на глубину профиля осуществляется от винта поперечных салазок суппорта. Для установки угла подъема винтовой линии головка поворачивается относительно оси и закрепляется болтами. Обработка винта с трапециевидной резьбой 30 х 6 производится на модернизированном станке модели 1А62 методом внутреннего касания. Специальная головка с индивидуальным электродвигателем установлена на верхнем суппорте станка. С помощью клиновидной подкладки она установлена на угол подъема винтовой линии резьбы. Изделие, закрепленное в патроне станка, медленно вращается внутри полой быстроходной четырехрезцовой головки (на чертеже часть головки показана условно вырезанной). Резцы периодически касаются поверхности детали и при включении продольной подачи нарезают на детали резьбу.
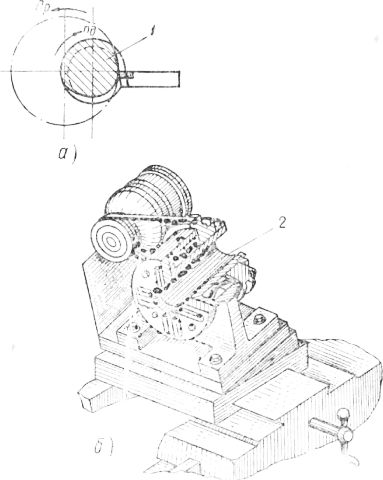
Рис. 3. Комплексная модернизация системы СИП для вихревого нарезания резьбы внутренним касанием резца. Из двух методов вихревого нарезания резьбы предпочтение следует отдать нарезанию резьбы внутренним касанием резца. В этом случае угол контакта резца с деталью больше, чем при внешнем касании, в результате чего стружка получается более длинной и тонкой, а резание—плавнее. Головки с внутренним касанием резца позволяют нарезать резьбы диаметром не более 150 мм. Дальнейшее увеличение диаметров обрабатываемых деталей связано с трудностями конструктивного оформления головок.
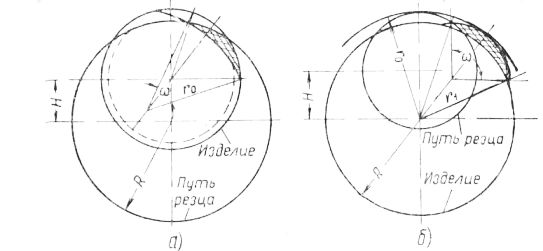
Рис. 4. Схемы траекторий резца и изделия: Производительность труда при вихревом нарезании резьбы по сравнению с обычными методами возрастает в 1,5—4 раза. Реклама:Читать далее:Автоматизация отрезки деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|