|
|
Категория:
Литейное производство Далее: Свойства чугуна На процесс первичной и вторичной кристаллизации чугуна влияют химический состав, скорость охлаждения отливки, состояние жидкого чугуна и термическая обработка. Следовательно, совместное влияние этих факторов определяет и конечную структуру чугуна и его механические свойства. Химический состав. По химическому составу чугуны классифицируют на простые и легированные. Простые чугуны содержат 2,4-3,6% С, 0,5-3,0% Si; 0,2- 1,0% Мп; 0,04-0,8% Р; 0,02-0,20% S. Легированные чугуны содержат больше указанного количества Si и Мп и различное количество специальных элементов. Особо важно влияние элементов на графитизацию в чугуне. Различные элементы можно расположить в ряд, в зависимости от положительного или отрицательного влияния их на графитизацию. Элементы, расположенные в середине ряда, оказывают незначительное влияние, и их можно считать нейтральными. А1, С, Si, Ti, Ni, Си, Р, Со, S, Cr, V, Те, Mg, Sr, В
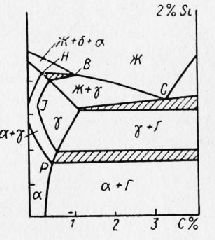
Рис. 1. Вертикальный разрез стабильной тройной диаграммы состояния Fe-C-Si при 2% Si
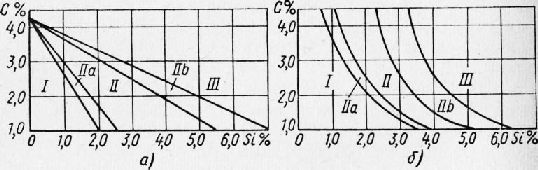
Рис. 2. Структурные диаграммы для чугуна:
а — Маурера; б — Н. Г. Гиршовича
В основу построения диаграмм положены разные уравнения граничных линий. При содержаниях углерода, соответствующих содержанию в реальных отливках (2,4-3,6% С), данные обеих, диаграмм почти совпадают. Из диаграмм следует, что регулированием содержания углерода и кремния в чугуне можно получить всю гамму структур чугуна — от белого до серого ферритного. Диаграммы построены для случая, когда другие факторы, влияющие на структуру чугуна, приняты неизменными, сохраняющимися на уровне, близком к действительному. К таким факторам относятся скорость охлаждения чугуна, содержание других элементов, влияющих на графитизацию, перегрев чугуна и т. д.
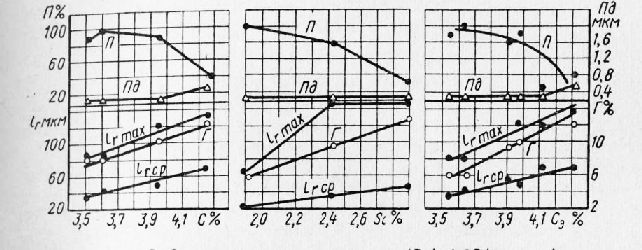
Рис. 3. Влияние С, Si и углеродного эквивалента (С + 0,3Si) на графитизацию и структуру металлической основы чугуна:
1Г — длина графитовых включений; Пд — расстояние между пластинками перлита
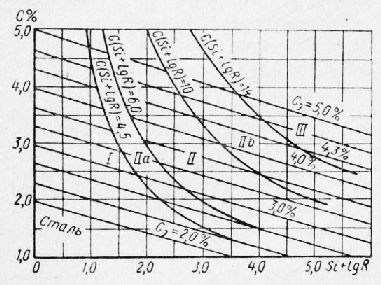
Но уменьшить содержание углерода и кремния можно только до определенного предела, обусловленного появлением структурно-свободного цементита и связанного с этим снижением механических свойств, повышением твердости и ухудшением обрабатываемости. При некоторых условиях нижний предел содержания углерода зависит от образования междендритного точечного графита, отрицательно влияющего на механические свойства чугуна. В низкомарганцовистых чугунах сера, присутствующая в виде сульфидов, богатых железом, или в виде эвтектики, сильно тормозит графитизацию. При этом снижаются механические свойства из-за образования на границах зерен хрупкой эвтектики. Фосфор подобно кремнию уменьшает растворимость углерода в жидком чугуне и сдвигает эвтектическую точку влево. Но в отличие от кремния фосфор снижает температуру эвтектического превращения. В твердом чугуне растворимость фосфора мала (при 3,5% С она составляет примерно 0,3%). Избыточное количество выделяется в виде самостоятельной структурной составляющей — тройной фосфидной эвтектики FegP-Fe3C-Fe, плавящейся при 953 °С. На графитизацию фосфор оказывает незначительное влияние. Увеличение содержания фосфора, благодаря легированию феррита, вначале способствует повышению механических свойств; затем вследствие выделения фосфидной эвтектики в виде крупных включений или сетки по границам зерен снижает прочность. Это критическое содержание фосфора зависит от типа чугуна, содержания других элементов и составляет 0,3-0,8%. Легирующие элементы. Для повышения механических свойств чугуна, а также получения чугунов со специальными свойствами используют легирование различными элементами. Чаще всего для этой цели применяют хром, никель, молибден, медь, алюминий, титан, ванадий1. Влияние этих элементов на кристаллизацию и структуру чугуна различно и во многом зависит от характера их распределения между структурными составляющими чугуна, а также их воздействия на основные критические точки диаграммы Fe-C. При избыточном содержании элементы образуют специальные фазы-карбиды (например, Сг7С3 и V4C3). Благодаря образованию прочных карбидов элементы этой группы тормозят графитизацию и способствуют размельчению графитовых включений. Элементы третьей группы (Ti и др.) вследствие высокой химической активности практически целиком расходуются на образование карбидов, нитридов, окислов и только в небольшом количестве растворяются в феррите и цементите. Тугоплавкие включения, образующиеся еще в жидком расплаве, могут служить центрами кристаллизации графита. Поэтому титан, являющийся карбидо-образующим элементом, в то же время способствует графитизации и размельчению графитовых включений. Все указанные элементы в процессе вторичной кристаллизации тормозят распад аустенита. При этом повышается степень переохлаждения при эвтектоидном превращении, что способствует получению более дисперсного перлита, даже при относительно медленном охлаждении отливки. Такие элементы, как никель и медь, расширяющие область у-раствора и понижающие температуру мартенситного превращения, способствуют получению аустенитной структуры., Влияние, оказываемое легирующими элементами на кристаллизацию чугуна, обеспечивает повышение механических свойств. Особенно сильно влияют молибден, ванадий, хром, способствующие размельчению графитовых включений и повышению дисперсности перлита. Никель и медь увеличивают прочность в меньшей степени, так как они способствуют графитизации; положительная роль их связана только с повышением дисперсности перлита и выравниванием свойств в тонких и толстых сечениях отливки. Скорость охлаждения в интервале эвтек-тоидного превращения определяет соотношение феррита и перлита, а также степень дисперсности последнего. Рассмотрим связь между структурой чугуна и толщиной отливки, в наибольшей степени влияющей на скорость охлаждения, по диаграмме Н. Г. Гиршовича. Обозначения структур те же, что и на рис. 88, но в отличие от представленных на ней диаграмм, учитывается влияние приведенной толщины отливки. Линии, показывающие величину углеродного эквивалента.
Рис. 3. Структурная диаграмма в зависимости от состава чугуна и приведенной толщины стенки. Сэ — линии постоянного углеродного эквивалента
а — коэффициент однородности. Чем больше величина а, тем больше отличаются свойства в различных сечениях отливки.
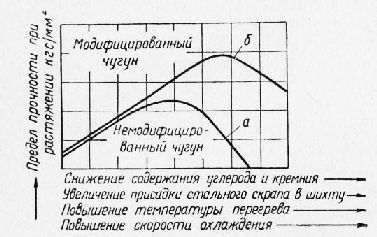
Жидкое состояние. Наряду с химическим составом чугуна I скоростью его охлаждения на кристаллизацию чугуна влияют Физические свойства жидкого расплава (вязкость, поверхностное п межфазное натяжение), а также наличие различных включений. Этот комплекс, характеризующий жидкое состояние чугуна, зависит от факторов, к которым относится перегрев, выдержка жидкого чугуна при температуре перегрева и модифицирование. Перегрев и выдержка жидкого чугуна. Экспериментально установлено, что повышение температуры перегрева жидкого чугуна в практических пределах до 1450-1500 °С способствует увеличению количества связанного углерода. Так же действует выдержка чугуна в жидком состоянии. Установлено, также что повышение температуры перегрева приводит к размельчению графитовых включений. При этом проявляется тенденция к кристаллизации мелкого «точечного» графита с междендритным расположением. Тенденция проявляется тем сильнее, чем меньше содержание углерода в чугуне. В результате перегрев жидкого чугуна в определенном интервале температур способствует повышению механических свойств. Но это благоприятное влияние сказывается только до критических температур, при превышении которых механические свойства начинают падать из-за образования междендритного графита. Эта критическая температура для различных чугунов различна. Она зависит от факторов, основным из которых является содержание углерода. Чем выше содержание углерода в чугуне, тем до более высоких температур допустим перегрев его без образования междендритного графита. Таким образом, перегрев до определенных пределов является одним из действенных методов повышения прочности чугуна. Модифицирование. Различные модификаторы оказывают различное влияние на условия кристаллизации. Одна группа модификаторов в основном воздействует на степень графити-зации, при этом графит сохраняет пластинчатую форму. Другая группа воздействует на условия роста графитового включения и способствует его кристаллизации в шаровидной форме. Из модификаторов первой группы наиболее распространены графитизирующие добавки: 75%-ный ферросилиций и силико-кальций (28% Са, 62% Si, 1,5% Al), также используются модификаторы более сложного состава. Таким образом, уменьшение содержания углерода и кремния перегрев чугуна, повышение скорости охлаждения до определенного предельного значения способствует улучшению механических свойств чугуна. Этот предел обусловлен выделением структурносвободно-го цементита и междендритного графита, приводящим к снижению механических свойств. Графитизирующее модифицирование позволяет использовать положительное влияние указанных факторов в более широком интервале их значений без отбеливания или появления междендритного графита. При этом допустимое значение этих факторов сдвигается вправо, а максимум механических свойств достигает более высоких значений. Термическая обработка. В зависимости от температуры и методов нагрева отливок, выдержки и условий их охлаждения термическая обработка чугуна может обеспечивать снятие остаточных напряжений, графитизацию или повышение твердости и механических свойств. Снятие остаточных напряжений. Для этой цели применяют низкотемпературный отжиг при 550-650 °С. Структура и в большинстве случаев механические свойства не изменяются. После кратковременной выдержки (3-4 ч) при этих температурах отливки медленно охлаждаются вместе с печью со скоростью 8-30 град/ч до 100-150 °С. Чем меньше скорость охлаждения, тем полнее снятие остаточных напряжений. Графитизирующий отжиг. Цель этого отжига — стабилизация структуры — разложение структурносвободного цементита или цементита в перлите (ферритизация). На практике применяют одностадийный или двухстадийный отжиг при температурах надкритической или подкритической области. Для снижения твердости и улучшения обрабатываемости серого чугуна применяют одностадийный отжиг. При этом частично или полностью разлагается перлит и ухудшаются механические свойства.
Рис. 91. Влияние состава и технологических факторов на механические свойства чугуна
Нормализация, закалка, отпуск. Нормализация и закалка чугуна способствуют повышению его твердости (при этом возрастает износостойкость) и механических свойств. Отливки нагревают до температур выше критических и после выдержки охлаждают с большей или меньшей скоростью. При нормализации охлаждение производят вне печи — на воздухе. При закалке отливки погружают в охлаждающую жидкость (воду, масло и др.). При нормализации нагрев осуществляют до 900-1000° С и выдерживают в течение времени, обеспечивающего частичное растворение графита и насыщение аустенита углеродом. Более богатый углеродом аустенит при относительно быстром охлаждении и температурах эвтектоидного превращения распадается без выделения феррита. В этом случае получаются более дисперсные пер-литообразные структуры, что вызывает повышение твердости и механических свойств. При закалке быстрое охлаждение из области аустенитного состояния способствует получению неравновесных структур, свойственных железоуглеродистым сплавам: мартенсит, троостит, сорбит. Как правило, после закалки производится отпуск при температурах 200-500 °С, что уменьшает закалочные напряжения в отливке и изменяет структуру (например, мартенсит переходит в троостит или сорбит). В зависимости от температуры отпуска повышаются механические свойства и снижается твердость. В результате термической обработки чугуна видоизменяется только основная металлическая масса. Форма графита остается неизменной и может лишь несколько уменьшиться его количество. Поэтому наибольший эффект достигается при закалке чугуна с перлитной матрицей и мелкопластинчатым графитом или графитом шаровидной формы. Поверхностная закалка. Вследствие низкой пластичности чугуна при объемной закалке в отливках могут образоваться трещины. Реклама:Читать далее:Свойства чугунаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|