|
|
Категория:
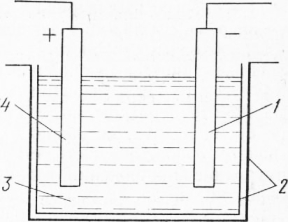
Ремонт промышленного оборудования Восстановление деталей электролитическими способами Хромирование. Этот процесс электролитического наращивания металла на ремонтируемых деталях осуществляется в обогреваемой стальной ванне с внутренней облицовкой из рольного свинца или винипласта. Электролит представляет собой раствор, состоящий из хромового ангидрида, серной кислоты и дистиллированной воды. Деталь перед хромированием очищают от грязи, ржавчины и масла, затем шлифуют подлежащие наращиванию поверхности, снимая минимальный слой металла для удаления следов износа и придания им правильной геометрической формы. Отшлифованные поверхности замеряют микрометром и определяют толщину слоя хрома, который необходимо нанести с учетом времени хромирования и припуска на последующую механическую обработку. Места, не подлежащие хромированию, изолируют цапонлаком (раствором целлулоида в ацетоне), клеями АК-20 и БФ, которые наносят в 2—6 слоев. Восстанавливаемую деталь подвешивают в ванне на специальной подвеске, присоединенной к отрицательному полюсу источника постоянного тока. Следовательно, деталь является катодом. В ванне вмесче с деталью подвешивают определенное количество пластинок из сплава свинца и сурьмы, присоединенных, как показано на том же рисунке цифрой 4, к положительному полюсу источника тока. Таким образом, пластинки, общая площадь которых должна быть в 2— 2,5 раза больше, чем покрываемая хромом площадь детали, служат анодом. Когда через образовавшуюся электрическую цепь пропускают ток, на детали осаждаются частицы хрома, выделяющиеся из электролита. Хромирование широко применяется в ремонтной практике для восстановления рабочих поверхностей валов, шпинделей и других подобных деталей с износом до 0,2 мм. Хромовые покрытия жаростойки (до 800° С), очень тверды и хорошо работают на истирание на мягких сталях, чугунах и азотированных сталях. Они также отличаются высокой сопротивляемостью коррозии. Срок службы деталей после хромирования увеличивается в 4—• раз. Цвет хромовых покрытий синевато-белый; они обладают характерным блеском, которого не теряют даже во влажной атмосфере. Для процесса хромирования используется постоянный ток на 6—12 В. На деталях осаждается слой хрома толщиной не больше 0,2 мм, иначе покрытие получается непрочным (повышенная хрупкость, отслаивание). В ряде случаев производится так называемое пористое хромирование. На поверхностях, покрытых пористым хромом, лучше удерживается масляная пленка. При хромировании рельефных поверхностей для равномерного покрытия применяют специальные экраны, обеспечивающие лучшее распределение силовых линий (при размерном хромировании). Хромирование является дорогостоящим процессом и в то же время продолжительным: на осаждение слоя хрома толщиной 0,1 мм затрачивается от до ч, в зависимости от режима хромирования. Нельзя хромировать (из-за отслаивания хрома) детали, работающие с ударной нагрузкой (например,зубья зубчатых колес) или с давлением выше 75 кгс/см2. Осталивание (железнение) — это способ восстановления деталей электролитическим наращиванием слоя железа. Процесс осаждения железа протекает в 10—20 раз быстрее, чем хромирование; этим способом можно наносить более толстый слой металла — до мм. Но при большей толщине этого слоя его прочность падает. Осталивание ведется либо в ваннах из фаолита, керамики и кислотоупорного бетона, либо в металлических с кислотостойким покрытием. Электролит в ваннах подогревается электрическим током. Из двух групп электролитов, предназначенных для осталивания, — сернокислых и хлористых — в ремонтной ‘практике чаще применяют хлористые, так как эти электролиты дают покрытия повышенного качества, притом в более короткие сроки.
Рис. 1. Схема электролитического хромирования деталей Основные достоинства покрытий, получаемых осталиванием, — это прочность сцепления их с основным металлом. Слой, нанесенный при осталивании, по своим физико-механическим свойствам напоминает среднеуглеродистые стали. Основные процессы термической обработки Термической обработкой металлов и сплавов называют процесс изменения их внутреннего строения (структуры) путем нагрева, выдержки и последующего охлаждения с целью получения необходимых свойств. Ниже приведены основные виды термообработки. Отжиг — это операция, при которой сталь нагревают до определенной температуры, выдерживают при этой температуре определенное время и затем медленно охлаждают вместе с печью. Отжиг повышает обрабатываемость стали резанием и давлением, уменьшает внутренние напряжения, возникающие в результате механической обработки, и др. Нормализацией называют операцию нагрева стали до определенной температуры (в зависимости от его вида) с выдержкой и последующим охлаждением на воздухе. Нормализации подвергают штампованные или’кованные заготовки из углеродистой и легированной стали с целью улучшения микроструктуры, повышения механических свойств и подготовки к последующей термической обработке. Кроме того, снимаются напряжения в сварном шве (последствие сварки). Для придания стали повышенной прочности, износостойкости и других свойств, повышающих надежность и долговечность деталей, их подвергают закалке. Закалкой называют процесс термической обработки, при котором сталь нагревают до температуры несколько выше критической и затем быстро охлаждают в воде, масле и др. Закалке подвергают стали с содержанием углерода более 0,3% и в зависимости от способа нагрева получают закалку объемную или поверхностного слоя. Поверхностной закалкой сообщают трущимся поверхностям высокую твердость, оставляя вязкой и мягкой сердцевину деталей. Очень хороший результат дает поверхностная закалка с нагревом токами высокой частоты (ТВЧ). Закалка с нагревом токами высокой частоты имеет следующие достоинства: На установках для поверхностной закалки с нагревом ТВЧ с успехом закаливают и чугунные направляющие станин металлорежущих станков. Твердость закаленной поверхности HRC48—56, глубина закалки достигает 3, мм. Продолжительность закалки, например направляющих станка 1К62, составляет всего 60—70 мин. Высокочастотная закалка удлиняет сроки службы деталей в 3—4 раза. Она особенно ценна тем, что повышает износостойкость ответственных деталей, работающих с ударной нагрузкой цли с большими давлениями (например, зубья колес, шлицев гаек, пальцы, кулачки и др.). Цементация — процесс химико-термической обработки, при которой происходит насыщение поверхностного слоя стали углеродом с целью получения после закалки низкотемпературного отпуска, прочного и износостойкого поверхностного слоя деталей. Цементация заключается в нагреве стальных деталей до температуры 900—940 °С в науглероживающей среде (твердым карбюризатором, жидкостная и газовая), выдержка при этой температуре в течение времени,необходимого для получения определенной глубины науглероженного слоя, и последующем медленном или быстром охлаждении. Цементации подвергаются зубчатые колеса, пальцы, оси, валы, шпиндели и другие детали машин, изготовленные из углеродистой и легированной стали с содержанием углерода до 0,25—0,3%. Для предохранения отдельных мест деталей от цементации их изолируют омеднением или специальными пастами. В некоторых случаях такие места выполняются с припуском, превышающим глубину цементации, который снимают (механической обработкой) перед закалкой. Цементированные и затем закаленные поверхности деталей подвергают последующей механической обработке шлифованием в соответствии с требуемой посадкой. Азотирование — это процесс насыщения поверхностного слоя азотом. Азотирование повышает твердость, износостойкость,коррозионную стойкость и усталостную прочность детали в целом. Азотирование ведется в атмосфере аммиака при температуре 500—600 °С с выдержкой в зависимости от требуемой глубины насыщаемого слоя и медленным охлаждением. Азотируемые детали чаще всего изготовляют из стали марок 38ХМЮА, 35Х10А, а также из хромованадиевой, хромоникель-вольфрамовой. Твердость азотируемого слоя сталей двух первых марок Достигает HRC70—78, а в последних — HRC60—65. С целью местной защиты деталей от азотирования применяют жидкое стекло. Детали очищают песком до образования ровного матового цвета (следов масла и загрязнений не должно быть), затем подготовленные поверхности покрывают жидким стеклом, предварительно очистив от грязи при помощи кисточки или 2-3-кратным окунанием в ванну. Слой жидкого стекла на детали должен быть прозрачным, без пузырьков воздуха. Далее детали просушивают в сушильном шкафу при температуре 90—120 °С в течение 1,0—1,5 ч с последующим охлаждением. Пссле азотирования с деталей удаляют корку жидкого стекла промывкой в воде температурой 70—90 °С в течение 30 мин. Процесс азотирования отличается значительной продолжительностью. При требовании максимальной поверхностной твердости и минимальной деформации (для нагруженных деталей сложной конфигурации) длительность процесса составляет до 80 ч. При требовании несколько пониженной твердости и допущении некоторой деформации деталей продолжительность процесса можно сократить до ч. Детали, от которых требуется только устойчивость против коррозии, подвергают азотированию при 620—700 °С без последующей закалки. Реклама:Читать далее:Восстановление пластмассовыми композициямиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|