|
|
Категория:
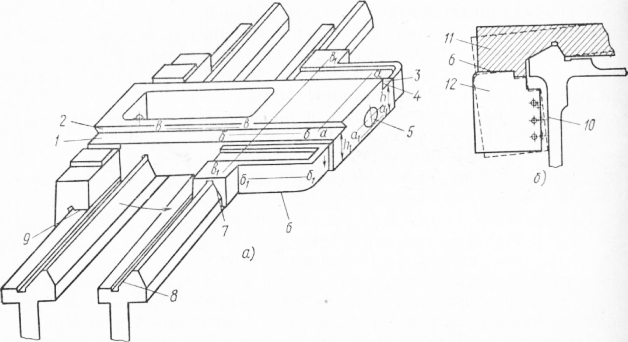
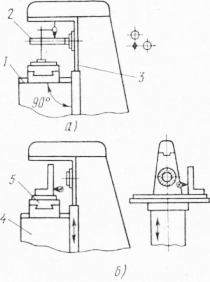
Ремонт промышленного оборудования У направляющих каретки суппорта износ возникает на поверхностях 1, 2, 3, 4,7, и поверхности 1, 2, и изнашиваются больше в средней части. Они становятся вогнутыми и в результате нарушается взаимная параллельность этих поверхностей и параллельность оси отверстия под винт. Повышенный износ поверхностей и влечет за собой наклон каретки в сторону фартука, как показано пунктирными линиями на верхней части рис. 1, б. Кроме того, из-за неравномерного распределения усилий резания на поверхностях к постепенно происходит разворот каретки. Это в свою очередь вызывает неравномерный износ направляющих по длине. Нарушается перпендикулярность поперечных направляющих и относительно продольных направляющих. Нижняя поверхность, где крепится фартук, утрачивает параллельность продольным направляющим, перекашивается в поперечном направлении, в результате чего фартук получает наклон к станине, в сторону уменьшения угла образуемого поверхностями каретки и станины для крепления коробки подач. При ремонте необходимо восстановить первоначальную (в пределах 0,03 мм на длину 300 мм) точность многих координат, в том числе: параллельность поверхностей 1, 2, 3 оси винта в горизонтальной и вертикальной плоскостях, параллельность поверхностей, плоскости для крепления фартука перпендикулярность поперечных направляющих, (по линии ее) направляющим; перпендикулярность поверхности плоскости для крепления коробки подач на станине (на рисунке не показано); параллельность направляющих 7, 8, поверхности.
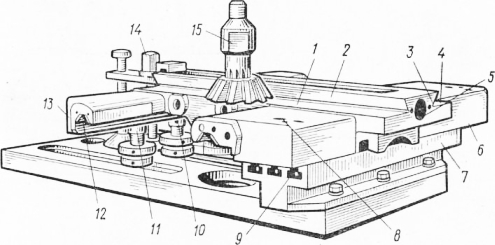
Рис. 1. Износ направляющих каретки суппорта токарного станка: Ремонт направляющих кареток рационально начинать с поверхностей 1, 2, 3, 4, а для выверки их к оси отверстия в него устанавливают контрольную оправку. Однако геометрическая точность этих отверстий часто оказывается нарушенной. Поэтому целесообразно использовать как базу грань, которая всегда перпендикулярна оси отверстия для винта поперечной подачи, и плоскость. Направляющие у каретки могут быть отремонтированы такими способами: Ниже рассматривается рациональный способ восстановления направляющих каретки скоростным фрезерованием и поверхностей, и пластмассовыми композициями. Для ремонта пользуются приспособлением, представляющим двухступенчатое основание с Т-образными пазами и подвижными домкратами. Приспособление располагают на столе вертикально-фрезерного станка, а каретку прикрепляют поверхностью к верхней ступени приспособления винтами через существующие отверстия для крепления фартука посредством подвижных гаек, расположенных в Т-образных пазах.
Рис. 2. Установка каретки на приспособлении Затем под продольные направляющие каретки подводят подвижные домкраты и регулируют винтами и с гайками так, чтобы обеспечить необходимый подпор, исключая деформацию каретки при закреплении ее зажимным устройством. Далее, с помощью индикатора (на рисунке не показан) выверяют поверхность каретки (разворотом приспособления на столе станка), чтобы она располагалась параллельно движению стола в поперечном направлении, допуская отклонения до 0,03 мм по всей длине, при этом ось отверстия окажется перпендикулярной направлению поперечного движения стола. После этого приспособление закрепляют на столе станка с помощью прижимов (на рисунке не показано). После закрепления приступают к обработке поперечных направляющих формы «ласточкина хвоста» скоростным фрезерованием. Фрезерование производят заточенной в соответствии с углом направляющих торцовой фрезой, оснащенной режущими пластинками из твердого сплава. Скорость резания должна быть 3—4 м/с при подаче 200 мм/мин. Вначале за один или два прохода до вывода износа обрабатывают одновременно поверхности, затем, не изменяя положения фрезы, за один проход — поверхности. В результате достигается высокая точность исполнения в предела! 0,01—0,03 мм и качество поверхностей по 7—8-м классам шероховатости. Точность координат каретки восстанавливается автоматически поперечные направляющие поверхности 1,2,3,6 оказываются взаимопараллельными осп для винта поперечной подачи и плоскости для крепления фартука, в том числе по размерам. Поверхности, восстанавливают после восстановления попе речных направляющих. Восстановление осуществляют пластмассовыми композициями или металлическими накладками из пластмасс и металл jb.
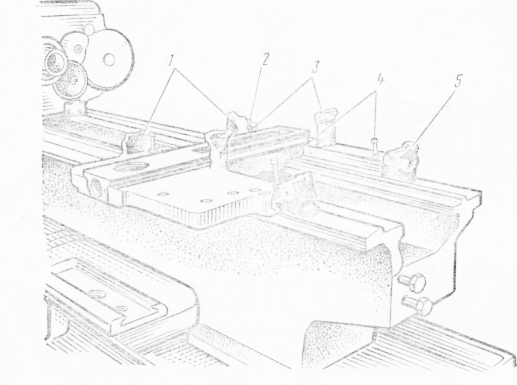
Рис. 3. Герметизация направляющих каретки для заливки акрилопластом Восстановление направляющих пластмассовыми композициями выполняется в такой последовательности. 1. Ремонтируют поперечные направляющие каретки способами, указанными выше.
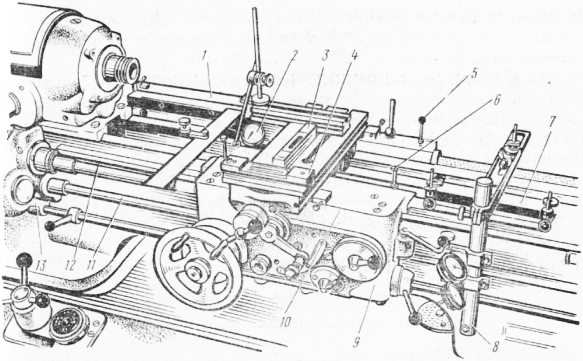
Рис. 4. Регулировка положения каретки винтами:
Рис. 5. Проверка направляющих консоли на собранном фрезерном станке: Реклама:Читать далее:Ремонт консолей фрезерных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|