|
|
Категория:
Ремонт промышленного оборудования Поверхности направляющих «ласточкин хвост», как правило, изнашиваются неравномерно. Длинные направляющие становятся вогнутыми, а сопрягаемые с ними более короткие направляющие — выпуклыми. Нарушается параллельность, горизонтальность и плоскостность направляющих, на их поверхностях появляются задиры, могут образоваться трещины. Утрачивается параллельность или перпендикулярность также по отношению к осям валов или винтов. Направляющие «ласточкин хвост» у станин горизонтально-фрезерных станков изнашиваются собенно сильно в средней части. Иногда наблюдается нарушение перпендикулярности направляющих оси шпинделя. Поверхности и также больше изнашиваются в средней части станины, следовательно, здесь нарушается параллельность между ними. Ремонтируют направляющие нередко шабрением. В этих случаях станину устанавливают направляющими кверху и башмаками либо регулировочными клиньями выравнивают ее в горизонтальной плоскости. Проверку выполняют уровнем. Добившись точной установки станины, зачищают напильником на поверхности направляющих грубые задиры и другие повреждения, затем с помощью линейки проверяют соответствующие места на краску. После этого переходят к шабрению. В первую очередь шабрят заркало станины — поверхность. Когда перпендикулярность зеркала станины оси шпинделя нарушена незначительно, проверку осуществляют по линейке или плитой на краску. Когда же отклонение от перпендикулярности зеркала станины шпинделю превышает 0,02 мм на длине 300 мм, необходимо в процессе шабрения зеркала время от времени устанавливать шпиндель на место и при помощи оправки и идикатора проверять перпендикуля-лярность зеркала станины оси отверстия под шпиндель.
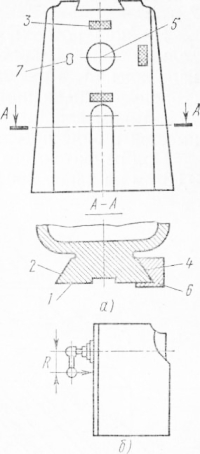
Рис. 1. Восстанавливаемая станина горизонтально-фрезерного станка: Чтобы избежать трудоемкой операции — периодической установки шпинделя на его опоры, выверку обрабатываемого зеркала лучше выполнить по маякам, вышабренным на зеркале станины заранее, т. е. до начала ремонта станины станка. Маяки наносят на расстоянии от оси шпинделя, равном наибольшему радиусу R окружности, описываемой индикатором по зеркалу станины, когда им отыскивают на зеркале самый пониженный участок. Маяки шабрят заподлицо с этим участком, причем они могут располагаться так, как показано на рис. 1, а. По маякам шабрят все зеркало станины. Закончив обработку зеркала станины, переходят к шабрению по линейке поверхности, а затем поверхности. Время от времени проверяют угол между поверхностями и и поверхностями зеркала станины. Проверку выполняют по краске с помощью призмы. Менее удобна проверка периодическим накладыванием консоли. Наиболее трудоемкий способ — шабрение — может применяться для пригонки сопрягаемых поверхностей небольшой длины, когда не оправданы затраты на установку приспособлений для шлифования или строгания Реклама:Читать далее:Восстановление направляющих каретки суппорта токарного станкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|