|
|
Категория:
Практика слесарно-сборочных работ В настоящее время применяют много вспомогательных установочно-крепежных приспособлений, которые широко используют наряду с универсальными.
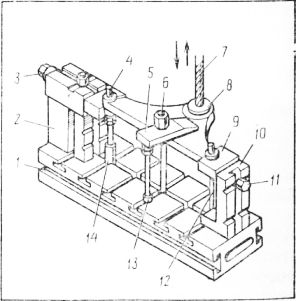
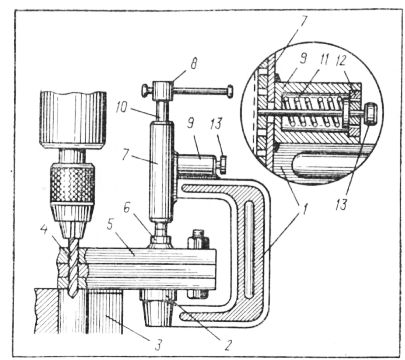
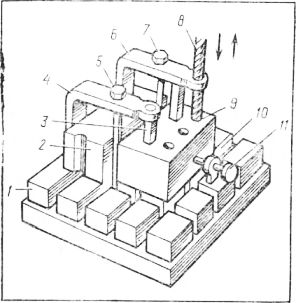
Рис. 1. Крепление заготовок струбцинами Существует также комбинированный способ крепления одновременно двух заготовок двумя струбцинами. Струбцина состоит из Г-образной губки с державкой, на конце которой имеется винт с качающимся наконечником. Вторая струбцина имеет зубчатую губку с установленной на ней рамкой и упорным штифтом. Снизу на оси вращается пятка. Заготовки закрепляют винтами. Для крепления заготовок на столе сверлильного станка применяют специальную быстродействующую струбцину, которая состоит из скобы, пятки, втулки и стакана. Во втулке перемещается на резьбе винт, заканчивающийся воротком и плавающим наконечником. Во внутренней части стакана вмонтирована спиральная пружина с фиксатором; пружина упирается в резьбовое кольцо. В настоящее время широко применяют универсальные сборочные приспособления (УСП), состоящие из лекальных тисков, призм, опор, кубиков, прижимов и т.д. Система универсально-сборочных приспособлений представляет собой набор большого числа универсальных узлов и изделий, из которых можно собрать различные приспособления. После обработки детали с помощью таких приспособлений последние разбирают и раскладывают в мастерской УСП по соответствующим группам, из которых вновь собирают другие приспособления. Приведем несколько примеров крепления заготовок в универсальных приспособлениях, собранных из отдельных блоков и узлов. На рис. 2 показан пример крепление пакета заготовок специальной струбциной установки заготовки для сверления отверстий. Вначале заготовку укладывают на плиту и прижимают к призмам винтом, установленным в стойке. Затем на призмы и кубики устанавливают прижимы с кондукторными втулками и закрепляют их болтами. В собранном виде приспособление устанавливают на стол сверлильного станка. Вводят сверло в отверстие кондукторной втулки и сверлят отверстие в заготовке. Для обработки фасонных заготовок универсально-сборочные приспособления необходимо собирать комбинированным методом в блок. Чтобы обработать отверстие сверлом в фасонной заготовке, нужно собрать блок из плиты, на которую установить призматические стойки, уложить на них призматические прижимы и закрепить их болтами. Установить на плите L упорные регулирующие болты, положить заготовку между призмами прижимов и закрепить ее прихватом с болтом.
Рис. 2. Крепление заготовки двумя прихватами в УСП
Рис. 3. Крепление фасонной заготовки между двух призм на плите УСП
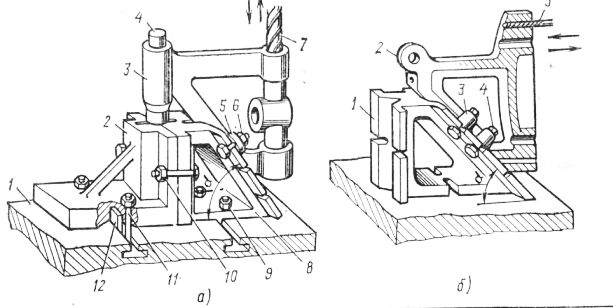
Рис. 4. Обработка отверстий в заготовке, установленной на угольнике (а) и угловой призме (б) Отверстия в фасонных деталях типа кронштейнов, имеющих наклонные базовые поверхности (под углом а), целесообразно обрабатывать на универсальных. На рис. 4, a первый способ установки и крепления кронштейна в блоке, состоящем из призматического угольника и угловой призмы, скрепленных между собой болтами. Прежде чем установить на стол станка угольник и призму, необходимо в их призматические пазы вставить контрольный палец и надеть на него кронштейн. Закрепить кронштейн планками с болтами. В паз стола вставить планку и надеть на нее паз угольника, закрепить одновременно болтами угольник и призму. Убедившись, что угольник и призма надежно закреплены на столе станка, подводят сверло и обрабатывают отверстие в кронштейне. На рис. 4, б показан второй способ установки и крепления детали на угловой призме с помощью прихватов и болтов. В данном случае отверстие обрабатывают на горизонтально-расточном станке сверлом, установленным в горизонтальной шпиндельной головке. Применение синусных угловых призм исключает изготовление комплекта призм с разными углами. Синусная угловая призма является универсальной и может быть использована для обработки отверстий на горизонтально-фрезерных или расточных станках. В нижней части призмы имеется упорная планка и два угловых паза, в которых на расстоянии L друг от друга установлены контрольные валики. В процессе работы нижний валик укладывают на стол станка, а второй валик на два блока концевых мер и закрепляют его с двух сторон болтами с планками. При настройке призмы необходимо, чтобы сумма углов а, ах и а2 была равна 90°. Убедившись, что деталь точно установлена на призме, ее закрепляют с двух сторон прижимами, после чего подводят сверло к детали и обрабатывают в ней отверстия.
Рис. 5. Сверление отверстий в заготовке, установленной на синусной призме
Рис. 6. Сверление отверстий в заготовке, закрепленной в универсальных тисках В деталях со сложным профилем отверстия рекомендуется обрабатывать в универсальных тисках с поворотной стойкой и губкой. Обойму тисков устанавливают на стол станка и закрепляют болтами. С помощью угломерной шкалы и винта устанавливают под нужным углом стойку, затем слегка ослабляют болты и освобождают от зажима направляющую планку, а ползун устанавливают в такое положение, чтобы наклонные поверхности детали плотно входили в призматические пазы стойки и поворотной губки. Вращая винт в стойке, слегка прижимают поворотную губку к детали. Прижимами закрепляют деталь, а болтами — ползун. Убедившись, что деталь жестко закреплена в пазах стойки и поворотной губки, опускают шпиндель станка с патроном и сверлом и приступают к обработке отверстий. Реклама:Читать далее:Нарезание внутренней и наружной резьбыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|