|
|
Категория:
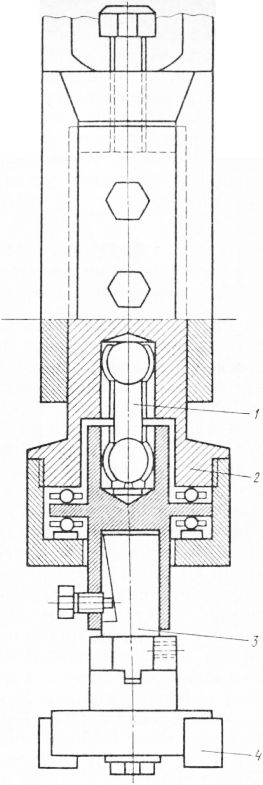
Токарные автоматы и полуавтоматы Для предварительной или с широкими допусками обработки наружных и торцовых поверхностей на многошпиндельных вертикальных токарных полуавтоматах применяют резцедержатели. установку в них резцов на размер изделия производят: в поперечном направлении — регулированием винтами, (ввертывая винт а при одновременном вывертывании винта, поворачивают резец по часовой стрелке, а в обратном порядке — против), в продольном направлении — регулированием винтом в. По достижении необходимого результата резец окончательно закрепляют прихватом. Выполнение обработки с допустимыми отклонениями в пределах 7—9-го квалитетов точности требует применения резцедержателей с жесткой установкой резцов в пазах пластин, перемещающихся по направляющим с помощью регулировочных винтов, обеспечивающих наладку на размер изделия. Для обработки отверстий сверлами, зенкерами, развертками и растачивания резцами применяют державки. В самоустанавливающейся державке зенкер (или развертка) насаживается на оправку, которая без зазора входит в отверстие самоустанавливающейся части, имеющей возможность легко смещаться в поперечных направлениях, катясь на шариках. Ведущая часть оправки закрепляется в корпусе, присоединяемом к суппорту. Водило воспринимает вращательный момент.
Рис. 1. Самоустанавливающаяся державка для центровых режущих инструментов: Реклама:Читать далее:Приспособления, расширяющие технологические возможности многошпиндельных вертикальных токарных полуавтоматовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|