|
|
Категория:
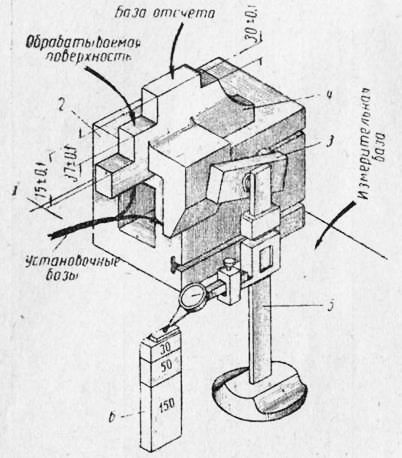
Слесарно-инструментальные работы Далее: Технологические припуски С какой бы подробностью не разрабатывался технологический процесс, первым вопросом, который интересует технолога или рабочего, всегда бывает вопрос о том, какие из поверхностей следует использовать в качестве баз для установки и для проверки детали в процессе ее изготовления. Поясним понятие «база». На контрольной плите и призме с помощью планки закреплена деталь. Здесь производится слесарная пригонка поверхностей, образованных размерами 30 + 0,1; 37 + 0,1 и 75 + 0,1. Ранее мы уже сказали, что поверхность, от которой отсчитываются эти размеры на чертеже и детали, носит название базы отсчета или конструкторской базы. Из фигуры видно, что деталь закреплена на призме таким образом, что ее обрабатываемые поверхности строго ориентированы относительно плоскости плиты. Это сделано за счет установки детали двумя плоскостями на две взаимно перпендикулярные плоскости призмы. Такие поверхности, которые позволяют установить деталь при обработке в заданное положение, называются установочными базами. Рассматривая фигуру дальше, мы убеждаемся в том, что поскольку в данном примере поверхность базы отсчета была пригнана ранее к установочной базе, слесарю представляется возможность вести необходимые измерения не от базы отсчета и даже не от установочной базы, а от другой параллельной им плоскости контрольной плиты. Плоскость контрольной плиты, следовательно, стала служить здесь базой измерения, так как именно от нее будут отсчитываться размеры, измеряемые штанген-рейсмусом 5 и блоками концевых мер 6. Базы могут быть черновыми, промежуточными и чистовыми. Если в качестве баз для обработки и измерения используются необработанные поверхности детали или заготовки, то такие базы называются чернов ы м и. В том случае, когда базовые поверхности не являются окончательно обработанными и в дальнейшем будут подвергаться дополнительной обработке, они носят название промежуточных баз. Окончательно обработанные поверхности детали, используемые в качестве баз, называются чистовыми базами. Базой может служить поверхность детали, имеющая любую форму, однако только при одном условии, что ее ‘размеры достаточны для надежной ориентировки детали в пространстве. Правильный выбор баз определяет качество технологических процессов и качество готовой детали.
Рис. 1. Базы в технологическом процессе.
Современная наука, изучающая технологию машиностроения, устанавли^гтг ряд объективных закономерностей и правил, которым подчинен выбор технологических баз. Расскажем коротко о наиболее важных из этих принципов. Из всех этих четырех правил вытекает следующий вывод: не изменяй выбранной базе, работай с одной установки, к решению производственной задачи иди кратчайшим путем! Реклама:Читать далее:Технологические припускиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|