|
|
Категория:
Столярное дело Выбор посадки и класса точности нужно делать в зависимости от требуемого качества соединения, назначения, конструктивных особенностей и от условий эксплуатации изделия. Руководствоваться при этом нужно величиной допускаемых натягов и зазоров, обусловливающих должную плотность и прочность соединения или подвижность соединяемых деталей. Основным является размер гнезда (А), наименьший предел которого всегда равен номинальному размеру, т. е. нулю. Различные виды посадки достигаются за счет изменения предельных размеров шипа (вала). Примеры определения предельных отклонений в размерах элементов соединения Угловое соединение деталей мебели на открытый одинарный шип толщиной 12 мм. Как угловое соединение на клею в мебельном изделии относим его к посадке напряженной 2-го класса точности. Выдвижной ящик шкафа номинальной ширины 500 мм. Как подвижное соединение частей мебельного изделия относим его к легкоходовой посадке 2-го класса точности. Основной размер — ширина проема. Величину натягов и зазоров можно определять без вычислений по таблице 5 ГОСТ «Величина натягов и зазоров». При выборе посадки нужно иметь в виду, что при расположении шезда от торца детали на расстоянии менее 30 мм, а также при угловом соединении на открытый шип (шип — проушина) Прессовые и тугие посадки не применяют во избежание раскола гнезда или распора проушины. Контролировать точность обработки элементов соединения можно при помощи микрометра. Однако контроль точности обработки удобнее, проще и быстрее выполнять при помощи предельных калибров. Калибром называется измерительный инструмент без шкалы, предназначенный для проверки размеров или формы изделия. Проверка размера производится надвиганием калибра на измеряемую деталь или вдвиганием его в измеряемое отверстие. Для контроля размеров отверстий, гнезд и проушин калибры делают в виде пробки; для контроля размеров шипов, гребней и различных линейных расстояний — в виде скоб. Предельные калибры имеют проходные и непроходные размеры. Если проходной размер калибра проходит, т. е. входит в отверстие или надвигается на деталь, а непроходной размер не проходит, то размер детали выполнен с допустимыми предельными отклонениями от номинального размера. Один размер калибра равен наибольшему, а другой — наименьшему предельному размеру детали. Если в гнездо, проушину или иное отверстие входит сторона калибра с наименьшим размером и не входит сторона с наибольшим размером, это значит, что гнездо, проушина или иное отверстие выполнено с установленными отклонениями от номинального размера. При проверке толщины шипа проходной должна быть сторона калибра с наибольшим предельным размером, непроходной — сторона с наименьшим размером. Калибры по устройству бывают односторонние и двухсторонние У одностороннего калибра проходной и непроходной размеры расположены на одной его стороне или на одном конце, у двухстороннего — на разных сторонах или концах.
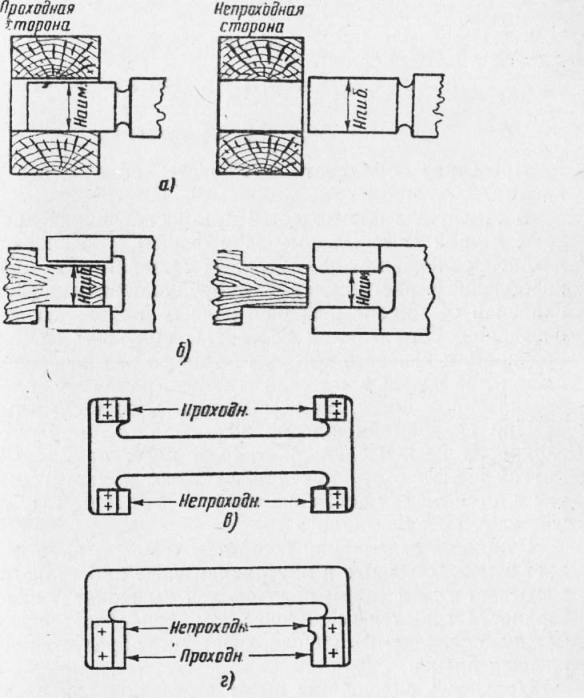
Рис. 1. Калибры:
а — пробка двухсторонняя для гнезда; б — двухсторонняя скоба для шипа; в — скоба двухсторонняя для значительных размеров; е — то же, односторонняя
Калибры изготовляют из стали; особенно высокой износостойкостью должны обладать измерительные части калибра (губки). Точность изготовления должна быть высокой. Калибр нужно надвигать на деталь или вставлять в отверстия без перекоса и без усилий со стороны контролера. При нажиме на калибр может произойти смятие волокон древесины губками калибра, результаты проверки не будут соответствовать действительным размерам детали. Калибр пригоден для контроля одинаковых деталей одного заданного размера. На производстве приходится иметь большое количество калибров. Поэтому применение их выгодно только при изготовлении одинаковых изделий большими партиями. Реклама:Читать далее:Приготовление раствора глютинового клея и подготовка древесины к склеиваниюСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|