|
|
Категория:
Пайка при индукционном нагреве Далее: Очистка деталей перед пайкой Для получения хороших результатов при высокочастотной пайке имеет существенное значение правильный выбор припоя и способа его нанесения. При выборе припоя к нему предъявляется ряд требований. Припои употребляются в виде проволоки, прутков, фольги, стружки или зерен. Выбор того или иного вида припоя зависит от его состава и конструкции сочленения деталей. В некоторых случаях пользуются пастой или таблетками, приготовленными из стружки припоя и флюса. Высокочастотная пайка выгодна в основном в условиях массового производства, при обработке большого количества одинаковых деталей. В этом случае существенную роль играет предварительная подготовка припоя определенными порциями. Точная дозировка припоя обеспечивает хорошее качество пайки, устраняет необходимость последующей зачистки деталей и дает большую экономию припоя. Наибольшее распространение имеет припой в виде проволоки. Проволока при дозировке припоя навивается на специальные оправки, после чего разрезается на куски. Форма кусков приготовленного припоя должна соответствовать форме спаиваемого шва. Перед навивкой проволока отжигается. Иногда целесообразно перед закладкой в шов проволоку расплющивать. Припой в виде проволочных колец располагается возле спаиваемого шва таким образом, чтобы были наилучшие условия для всасывания его, за счет капиллярности, в зазор во время нагрева. Колечки припоя должны быть уложены так, чтобы они не могли сползти с места посадки во время нагрева. Если спаиваемая площадь велика и подача припоя с поверхности недостаточна, в стенках изделия делают специальные кольцевые канавки, в которые закладывается припой. Это допускается в тех случаях, когда толщина стенки одной из деталей достаточна для изготовления такой канавки без ущерба для прочности детали. Иногда припой заготовляют в виде коротких отрезков проволоки, которые закладывают в специальные технологические отверстия, служащие в процессе пайки питателями спаиваемого шва. Через эти отверстия при пайке в случае необходимости подается добавочная порция припоя и флюса. Иногда в местах соединения сверлят глухие отверстия, служащие для тех же целей. Некоторые припои, например красная медь, могут наноситься на деталь разбрызгиванием в расплавленном состоянии (металлизацией).
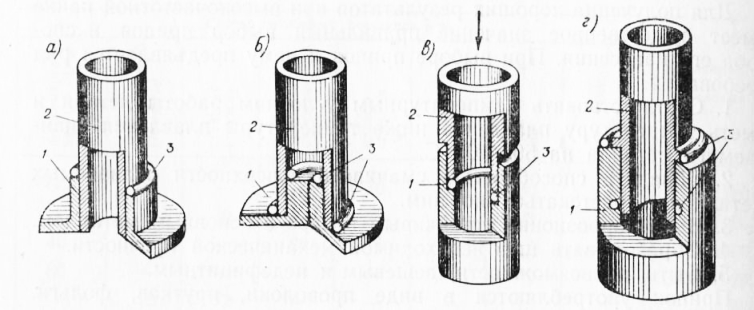
Рис. 1. Спаиваемые соединения с заложенным припоем в виде проволочных колец:
а — пайка трубки с фланцем (подача припоя снаружи); б – пайка трубки с заглушкой (подача припоя снаружи и изнутри необходима при значительной поверхности шва для получения герметического соединения); в — пайка трубки с трубкой (после расплавления припоя деталь 2 прижимается к детали /); г — пайка цилиндрических деталей (припой подается снаружи и в технологическую канавку: 1 и 2 — спаиваемые детали; 3 — припой в виде колец
Необходимое количество припоя в виде проволоки в каждом отдельном случае легко рассчитать, однако чаще всего на практике его подбирают опытным путем.
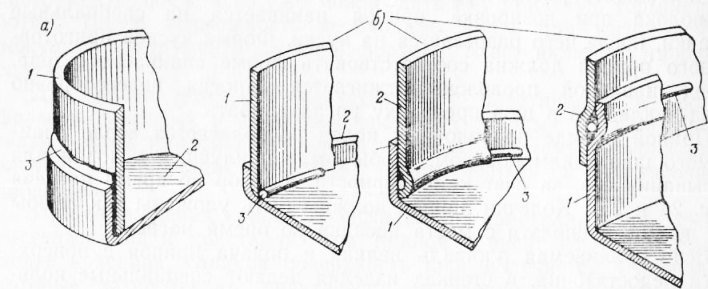
Рис. 2. Закладка припоя в место соединения штампованных деталей из листового материала: а — припой в виде фольги; б — припой в виде проволоки:
1 и 2 — спаиваемые детали; 3 — припой
Когда нет возможности использовать припой в виде проволоки, например, при пропайке швов, находящихся далеко от поверхности детали, применяют припой в виде фольги, которую закладывают внутрь швов. В этом случае толщина фольги Должна быть не более 0,03— О 04 мм, иначе будет необходимо увеличивать зазор между деталями, что поведет к уменьшению прочности шва. Фольгу большей толщины, достигающей 0,2—0,5 мм, применяют при припайке токами высокой частоты пластинок из твердых сплавов к оправкам резцов. Листовой припой из фольги вырубается или нарезается в виде полосок, прямоугольников, кружков или колец. Припои в виде зерен и стружки подготавливаются по весу или объему. Поступающий на пайку припой должен иметь чистую, неокис-ленную поверхность. Для ее очистки может быть применено химическое или электрохимическое травление. Ряд преимуществ имеет припой в виде пасты или таблеток. Паста приготовляется из размельченного припоя, замешенного на связывающем составе. Паста может также содержать в себе и флюсующие вещества. Она наносится на изделие кисточкой или при помощи капельницы. Во всех случаях следует помнить, что излишек припоя не дает улучшения качества пайки, а приводит только к лишнему расходу материалов и увеличению общего объема работы по изготовлению изделий за счет дополнительных работ по удалению излишков и зачистке деталей после пайки. Реклама:Читать далее:Очистка деталей перед пайкойСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|