|
|
Категория:
Столярное дело Точность выработки шипов, гнезд и проушин на станках зависит от выбора соответствующего режущего инструмента, от подготовленности его к работе, от точности размерной наладки станка. При работе ручным инструментом всегда нужно стараться, чтобы соединение было выполнено точно по разметке и не требовало подгонки (подчистки шипов). Всякая подгонка в соединении требует затраты труда и времени, кроме того, она снижает прочность склеивания элементов соединения. При вколачивании в гнездо зачищенного стамеской шипа с его поверхности счищается клей краями гнезда; склеивание получается очень слабым, иногда и совсем не происходит. Правильное выполнение столярного соединения по точной разметке достигается правильными приемами выработки шипов, гнезд и проушин.
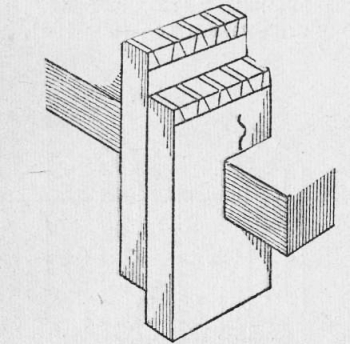
Рис. 1. Разметка проушин для ящичных шипов «ласточкин хвост»
Шипы и проушины нужно запиливать остро заточенной мелкозубой пилой с небольшим разводом или совсем без развода зубьев. Такая пила на сторонах пропила оставляет мелкую шероховатость, в которой удерживается клей при вколачивании шипа в гнездо. Пилить нужно по риске так, чтобы на шипе или сторонах проушины оставалась видимой половина ширины риски, а пропил проходил по части древесины, которая отпадет в отход. Половина ширины риски должна быть видна и на сторонах гнезда. При выработке широкого шипа запилы делают на значительную глубину на углах торца наклонно к детали, а потом пропиливают образующуюся в середине торца горбину; глубокие пропилы на углах служат направляющими для пилы. Перед пропиливанием заплечика по риске сначала делают надрезку стамеской, это обеспечивает более ровный край заплечика. Пропил заплечика делают с небольшим под-иутриванием, т. е. с отклонением в сторону детали. Благодаря этому заплечики шипа будут плотно прилегать к поверхности бруска с гнездом, несмотря на некоторую шероховатость чпропила. Заплечики закрывают продольные края гнезда. Чтобы скрыть торцовые края гнезда, у шипа часто делают одностороннюю или двухстороннюю подсечку (потемки). На конце глухого шипа во избежание повреждения краев гнезда обычно срезают фаску в 30°. В проушинах для шипов «ласточкин хвост» и выемках между шипами, кроме пропилов щечек, часто делают еще один прямой пропил посредине. Это облегчает удаление стружки при выдалбливании древесины из проушин и выемок. Древесину в проушинах подсекают с обеих сторон, как при встречном долблении сквозных гнезд. Чтобы шип плотнее прилегал кромкой ко дну проушины, допускается незначительное под-нутривание дна с обеих сторон. Для получения ровных краев гнезда по продольным рискам его разметки перед выдалбливанием делают надрезку стамеской.
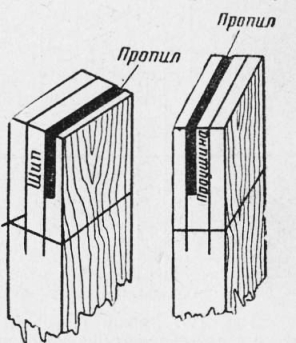
Рис. 2. Места пропилов по отношению к рискам при выработке шипов и проушин
При свилеватой древесине детали такая предварительная над-резка обязательна. Глубину гнезда для глухого шипа делают на 2 мм больше длины шипа. Этим предупреждают возникновение щели между заплечиками шипа и поверхностью бруска в случаях усушки древесины, так как брусок с гнездом поперек волокон усохнет во много раз больше, чем шип вдоль волокон. Надо стремиться к тому, чтобы щечки шипа и стороны проушины были ровными, без запилов и рисок от пилы, а гнездо имело ровные стороны и ровные края; не следует допускать крупной*‘бахромы на ребрах шипа. В случаях неизбежности подгонки соединения всегда нужно подгонять шип к гнезду, так как обработка шипа снаружи всегда легче обработки гнезда.
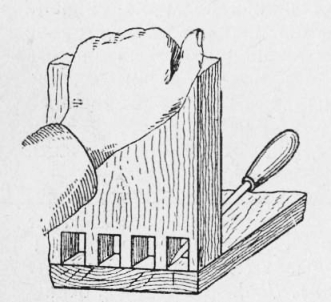
Рис. 3. Зажим щитов парами для запиливания у них шипов и проушин
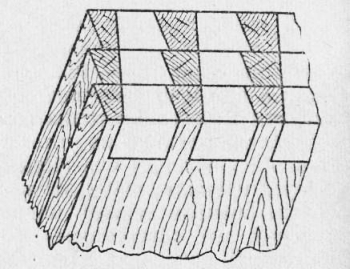
Рис. 4. Одновременное запиливание шипов «ласточкин хвост» в пачке щитов
При выполнении вязки. необходимо применять наиболее производительные приемы работы, в частности, обработку щитов и брусков пачками. Так производят отордавку, разметку торцов у щитов для вязки на прямой ящичный шип, пропиливание заплечиков у брусков, запиливание шипов и продалбливание проушин, запиливаиие шипов «ласточкин хвост». Все эти и различные другие приемы позволяют экономить рабочее время, повышать качество и точность вязки. Даже такой простейший прием, как зажим щитов в верстаке попарно при запиливании шипов и проушин, способствует экономии рабочего времени. Этот прием состоит в том, что торец одного щита выдвигают выше торца другого на величину, несколько большую длины шипов. Запилив шипы у одного щита, этот щит опускают, открывая торец второго щита. Такой перезажим отнимает меньше времени, чем зажим щитов порознь. При запиливании шипов «ласточкин хвост» в пачке щитов всю пачку выравнивают топцами. a kdomkii щитов смещают впоаво на величину скоса щечки шипа и в таком положении зажимают задней зажимной коробкой верстака. Размечают ширину шипов только на двух ребрах пачки. Запиливают щечки шипов по разметке сразу через все торцы щитов. Потом пачку освобождают из зажима, щиты размещают с уступами в другую сторону на величину скоса щечек, вновь зажимают и пропиливают по разметке вторые щечки шипов. Если шипы нужно запилить с обоих торцов каждого щита, то в один из пропилов плотно вставляют полоску фанеры, пачку сжимают струбциной, отпускают верстачный зажим, перевертывают пачку незапиленными торцами вверх, зажимают в верстаке и затем поступают так же, как при загшливании шипов на первом торце щитов. Шипы и гнезда могут получиться с различными дефектами. Реклама:Читать далее:Скрепы для неподвижных соединенийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|