|
|
Категория:
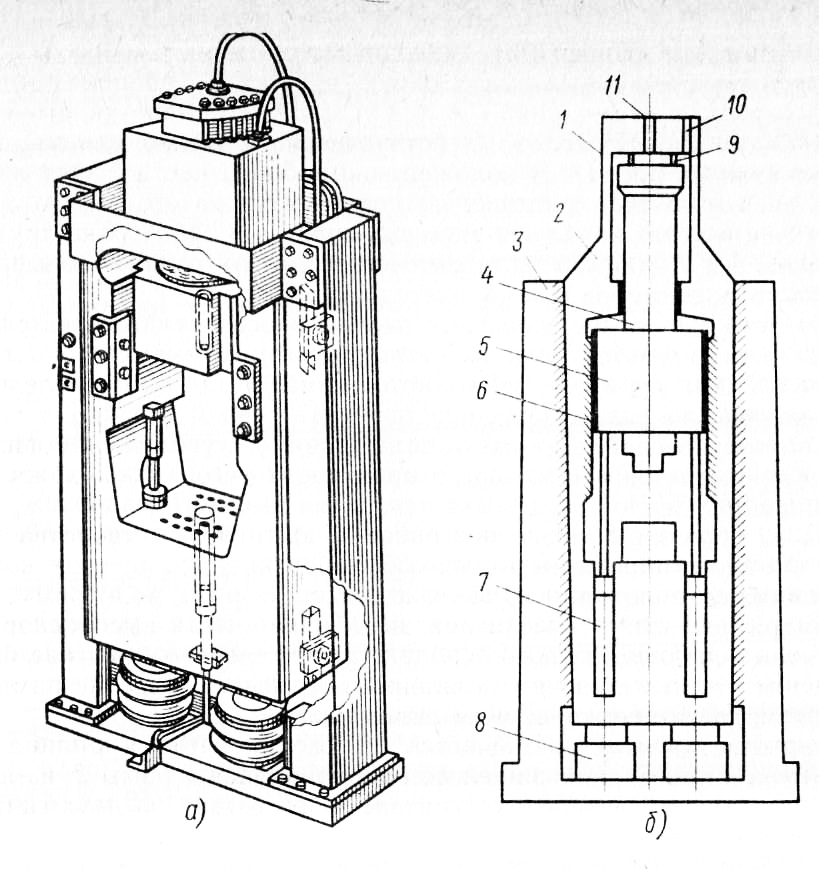
Кузнечные работы Далее: Взрывные молоты Для изготовления ковкой деталей сложной пространственной конфигурации необходимо затратить большое количество энергии. На обычных молотах, у которых скорость бабы не превышает 3—8 м/с, с этой целью потребуется нанести много ударов. Но и это далеко не всегда приносит успех, особенно при штамповке трудно-деформируемых сплавов и таких металлов, как титан, вольфрам, молибден и др. Поэтому для получения относительно небольших деталей сложной формы в последние годы стали применять высокоскоростные молоты. У них скорость бабы достигает 60 м/с и более. Следовательно, энергия удара даже при небольших по массе бабах резко возрастает. Первые образцы таких машин строились в горизонтальном исполнении и по виду были совершенно не похожи на обычные молоты. В дальнейшем с целью повышения прочности и удобства эксплуатации машины начали выполнять вертикальными и их конструктивные формы стали приближаться к обычным молотовым. На рис. 1 схематически показан бесшаботный высокоскоростной молот, работа которого основана на интенсивном разгоне бабы давлением газа в рабочем цилиндре и встречном разгоне рамы с шаботом,связанных с рабочим цилиндром. Зарядка молота заключается в сжатии азота в цилиндре подъемом бабы, скользящей по направляющей рамы, из нижнего положения в верхнее устройством, состоящим из двух гидравлических цилиндров. Как только верхняя полость штока-поршня войдет в контакт с торцевым уплотнением, укрепленным на верхней крышке цилиндра, из пространства между верхней полостью штока-поршня и крышкой через отверстие выпускается оставшаяся там часть сжатого газа. После этого штоки возвратных цилиндров могут быть опущены в нижнее исходное положение. При этом баба удерживается в верхнем положении за счет разности усилий, действующих снизу и сверху на верхнюю головку штока-поршня, поскольку на ту ее часть, которая расположена внутри уплотнения, давление не действует. От отдельно расположенной компрессорной установки через отверстие в цилиндр подается азот для компенсации утечек. Начальный объем цилиндра обычно в 3—4 раза превышает объем, описываемый плунжером при рабочем ходе. Величина хода молота зависит от высоты поковки. Поэтому энергия удара регулируется давлением в цилиндре. Оно устанавливается специальным регулятором, с помощью которого можно строго дозировать энергию удара. В зависимости от материала, формы и размеров поковки регулированием начального давления энергия удара может быть установлена в пределах от 10 до 100 % от номинальной.
Рис. 1. Общий вид (а) и принципиальная схема (б) высокоскоростного газогидравлического молота: Для совершения рабочего хода достаточно оторвать шток-поршень от уплотнения подачей небольшого количества сжатого газа через отверстие. Расширяясь, газ, находящийся в цилиндре, разгоняет бабу. За счет реактивного его действия на крышке цилиндра рама, установленная на воздушных амортизаторах, перемещается по направляющим станины вверх навстречу бабе до соударения. Реклама:Читать далее:Взрывные молотыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|