|
|
Категория:
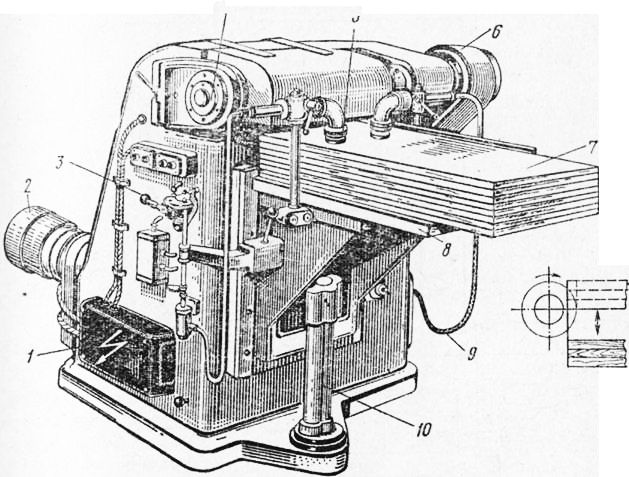
Деревообрабатывающие станки Конструкция Наиболее распространены станки, у которых шпиндель установлен горизонтально, а ящичные дощечки, уложенные пачкой на рабочий стол, подаются вертикально, по направлению касательной к окружности резания инструмента. По такому принципу работает, например, станок ШПА40 (рис. 1). На станине в подшипниках закреплен шпиндель, который через шкив и ременную передачу связан с электродвигателем. На станке размещены элементы гидропривода подачи стола. Пусковая аппаратура электродвигателей (кнопочная станция и магнитный пускатель) смонтирована в шкафу. Один из трех подшипников, в которых закреплен шпиндель, при установке режущего инструмента снимается. Стол подвижно на салазках закреплен в направляющих станка.
Рис. 1. Обший вид ящичного шипорезного станка ШПА40 с автоподачей:
1 — шкаф с пусковой аппаратурой, 2 — электродвигатель, 3 — органы управления гидроприводом, 4 — подшипники, 5 — зажимы, 6 — ременная передача к шпинделю, 7 — заготовки. 8 — стол, 9 — шланги, 10 — гидроцилиндр подъема стола
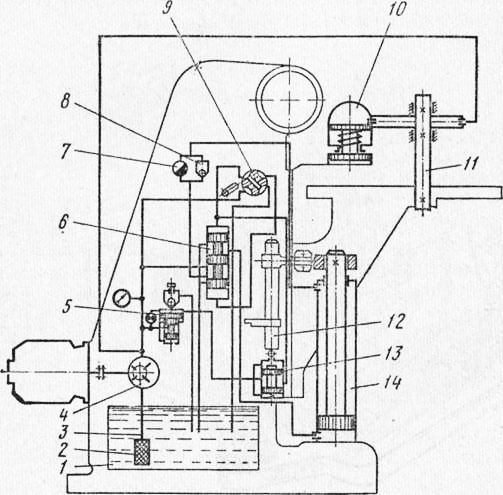
Для включения подачи кран управления поворачивается по часовой стрелке и подсоединяет верхнюю полость реверсивного золотникового аппарата и полость золотникового аппарата к напорной линии, а нижнюю полость золотникового аппарата — к сливной. В напорной линии давление возрастает до предельного, установленного клапаном, и цилиндры, постоянно соединенные с напорной линией, срабатывают, а зажимы зажимают дощечки, уложенные на столе станка. В это же время поршенек золотникового аппарата под действием давления рабочей жидкости сверху перемещается вниз, сообщая нижнюю полость гидроцилиндра с напорной линией, а верхнюю—со сливной. Шток гидроцилиндра поднимается, н двигая стол с уложенными дощечками в сторону вращающихся фрез. В крайнем верхнем положении стол штангой поворачивает кра гидроаппарата 9 в исходное положение. При этом верхняя полость злотникового аппарата соединяется со сливной, а нижняя — с на порной линией. Поршенек золотникового аппарата поднимается соединяя нижнюю полость гидроцилиндра со сливной, а верхнюю — с напорной линией; шток гидроцилиндра вместе со столом перемещается вниз. Предохранительный клапан в это время поддерживает давление, так как в золотниковом аппарате под действием пружины поршенек находится в верхнем положении и трубка, идущая от предохранительного клапана, оказывается изолированной.
Рис. 174. Схема механизма гидропривода подачи ящичного шипорезного станка ШПА40:
1 — бак, 2 — фильтр, 3 — трубопровод, 4 — насос, 5 — предохранительный клапан, 6 — реверсивный золотниковый гидроаппарат, 7 —дроссель, 8 — обратный клапан, 9 — крановый гидроаппарат, 10 — гидродилиндр, приводящий зажимы, 11 — стойка крепления зажимов, 12 — штанга переключения крана управления и золотника, 13 — золотниковый гидроаппарат, 14 — гидроцилиндр, сообщающий усилие подачи
Когда стол займет исходное положение, штанга воздействует своей торцовой плоскостью на поршенек золотникового аппарата и переводит его в крайнее нижнее положение, при котором он соединяет предохратительный клапан со сливной линией. Давление падает, поршни гидроцилиндров поднимаются, давая возможность станочнику убрать со стола станка обработанные дощечки , уложить новые. После этого цикл повторяется. Скорость подачи устанавливают дросселем, скорость холостого хода при настройке не изменяется. Настройка станков Чтобы установить на станке режущий инструмент, снимают съемный подшипник и надевают на шпиндель фрезы, одинаковые по толщине и с одной величиной окружности резания. Фрезы устанавливают на расстоянии друг от друга, равном толщине шипа, и разделяют их кольцами. Для соединения необходимо, чтобы на одной из сопрягаемых дощечек шип начинался непосредственно на ее кромке, а на другой — на расстоянии от кромки, равном ширине проушины. При зарезке шипов кромки дощечек базируются по упорной линейке стола, а торцы — по упору. Между упорной линейкой и режущей кромкой крайней фрезы должно быть расстояние, равное ширине шипа или проушины. Чтобы зарезать шипы у сопрягаемых деталей, упорную линейку передвигают в положение, при котором вертикальная плоскость линейки совпадает с боковой режущей кромкой фрезы. Правильность установки линейки проверяют, измеряя расстояние между гранью хорошо обработанного бруска, приложенного к упорной линейке стола, и боковой режущей кромкой фрезы. Торцовый упор устанавливают с помощью угольника и линейки с таким расчетом, чтобы торцы дощечек заходили за вертикальную касательную к цилиндрической поверхности резания фрез на толщину сопрягаемых дощечек плюс 1—1,5 мм. Измеряя расстояние от вертикальной плоскости торцового упора До вертикальной грани угольника, определяют правильность положения упора, Настраивают гидропривод подачи стола, устанавливая дроссель по шкале на нужную величину скорости подачи. В заключение обрабатывают пробные детали и только после этого начинают работу. Работа на станках Станок обслуживает один рабочий. Он берет пачку дощечек, кладет их на стол, базируя пластями по столу, кромками по упорной линейке и торцами по упору, Станочник включает электродвигатели сначала шпинделя, затем подачи. Дощечка зажимается автоматически действующим зажимом, стол поднимается, заготовки подаются на фрезы, стол после за-шиповки опускается, поднимаются зажимы, и станочник, перевернув дощечки с одним обработанным концом на 180°, приступает к обработке второго конца при той же настройке станка. Закончив зашиповку всей партии, он начинает обрабатывать сопрягаемые дощечки, предварительно передвинув упорную линейку так, как это было указано при настройке станка. Чтобы избежать брака, поступающие в станок дощечки должны быть точно оторцованы и не иметь дефектов — крыловатости, кривизны, неперпендикулярности кромок. Правильность выборки шипов следует проверять шаблоном, ширина которого равна ширине дощечки. Лучше, если шаблонов два и каждый из них предназначен для проверки только одной из сопрягаемых дощечек. В этом случае можно применять минимальные припуски на окончательную обработку, что позволит сократить расход древесины. Реклама:Читать далее:Ящичные двусторонние шчпоргзиые станки дпя зарезки прямыхСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|