|
|
Категория:
Деревообрабатывающие станки Конструкция станков. Шипорезные станки для ящичных шипов бывают двух видов: для выработки на концах заготовок прямых или клиновых шипов (ШПК-40) и трапецеидальных ящичных шипов «ласточкин хвост» (ШЛХ-3, ШЛХ-4). Станок шипорезный односторонний для выработки прямого и клинового шипов ШПК-40 предназначен для обработки шипов на одном конце заготовки и может быть использован в столярно-строительном, мебельном и других деревообрабатывающих производствах. Станок позволяет обрабатывать заготовки шириной до 400 мм при формировании прямых ящичных шипов и до 110 мм — при выработке клиновых шипов. Можно обрабатывать одновременно несколько заготовок (пакет) суммарной толщиной не более 100 мм. Длина заготовок должна быть не менее 250 мм. Наибольшая длина вырабатываемых шипов прямых 50 мм, клиновых — 10 мм. На коробчатой по форме станине смонтированы горизонтальный фрезерный вал, подъемный стол и гидроагрегат. Фрезерный вал выполнен в виде шпинделя с укрепленными на нем сменными комплектами фрез. Шпиндель смонтирован на двух опорах. Правой опорой служат два радиально-упорных подшипника. Левая съемная опора представляет собой радиально-сферический шариковый подшипник со ступицей, в которую входит конец шпинделя. Кронштейн съемной опоры может откидываться на 90°, освобождая с торца зону для замены инструмента. Шпиндель приводится во вращение от электродвигателя, который монтируют на поворотной плите так, чтобы можно было регулировать натяжение зубчатого ремня передачи. Стол 5 перемещается по направляющим станины в вертикальном направлении гидроцилиндром. Заготовку устанавливают на столе и базируют по боковой левой или правой направляющей линейке и переднему торцовому упору. Боковые линейки регулируемые и позволяют настраивать размер крайней проушины. Торцовый упор можно регулировать в интервале 0…50 мм для обеспечения требуемой длины шипа. Закрепляют заготовку на столе гидроприжимами. В верхней части станка для удаления стружки установлен кожух, который присоединяется к эксгаустерной сети. С левой стороны станины расположена гидропанель, на которой смонтированы гидрораспределители, предохранительный клапан и дроссель 3 для изменения скорости перемещения стола. Гидропривод станка обеспечивает возвратно-поступательное перемещение стола по циклу: зажим заготовки, рабочий ход стола с зажатыми заготовками вниз с заданной скоростью подачи, холостой ход стола с зажатыми заготовками вверх с повышенной постоянной скоростью, открепление заготовки. Гидрокинематическая схема станка показана на рис. 114. С включением электродвигателя гидроагрегата масло от пластинчатого насоса НП через сетчатый фильтр Ф и распределители Р1 и Р2 поступает в гидробак Б станка. В исходном (верхнем) положении стол удерживается давлением масла на поршень цилиндра Ц1. Выход масла из гидроцилиндров Ц1 и Ц2 заперт в среднем положении гидрораспределителей Р1 и Р2. При одновременном включении электромагнитов а распределителей Pi и Р2 стол и прижимы занимают исходное верхнее положение.
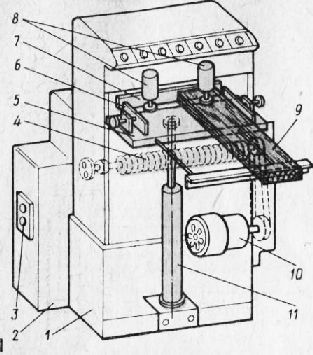
Рис. 1. Шипорезный станок для ящичных прямых шипов 111ПК-40:
1 — станина, 2 — гидроагрегат, 3 — дроссель, 4 — фрезерный вал, 5 — стол, 6 — направляющая линейка, 7 — торцовый упор, 8 — гидроприжим, 9 — заготовка, 10 — электродвигатель, 11 — гидроцилиндр
Рабочий ход стола осуществляется включением электромагнита б распределителя Р2. При этом электромагниты а распределителей Р1 и Р2 отключаются — заготовки прижимаются. Давление в системе повышается, срабатывает реле давления РД и включает электромагнит б распределителя Р1 — происходит рабочий-ход стола. В конце рабочего хода стол нажимает на штифт конечного выключателя, который отключает электромагнит б распределителя Р1 и одновременно включает электромагнит а этого же распределителя. Стол начинает перемещаться вверх при включенном электромагните б распределителя Р2. При достижении верхнего положения стола срабатывает конечный выключатель, который выключает электромагнит б гидрораспределителя Р2 и включает электромагнит а гидрораспределителя Р2. Происходит отход прижимов, и заготовка освобождается. Стол оказывается зафиксированным в верхнем положении, так как масло в цилиндре Ц1 заперто средним положением золотника гидрораспределителя Р1. При аварийном отключении электропитания стол и прижимы фиксируются (стол останавливается, заготовка прижата), так как гидрораспределители Р1 и Р2 автоматически устанавливаются в среднее положение. Для выведения заготовки из зоны резания и ее открепления необходимо поднять стол в исходное положение, включив электромагнит а гидрораспределителя Р1 и электромагнит б гидрораспределителя Р2. Включение цикла осуществляется нажатием на кнопку «Цикл», расположенную на пульте управления. В режиме «Наладка» можно перемещать стол вверх и вниз с остановкой в этих положениях. Давление в системе регулируется предохранительным клапаном КП и контролируется манометром МН. Скорость рабочего хода стола регулируют дросселем регулятора потока РП. Выбор режима работы. Скорость подачи в станке назначают в зависимости от породы древесины, ширины заготовки и длины шипа. В табл. 6 приведены режимы резания при обработке прямых ящичных шипов шириной 8 мм при влажности древесины 10%. При назначении режимов допускается кратковременная перегрузка электродвигателя фрезерного вала не более 25%. При обработке клиновых шипов деталей из древесины твердых пород скорость подачи должна быть не более 4,5 м/мин.
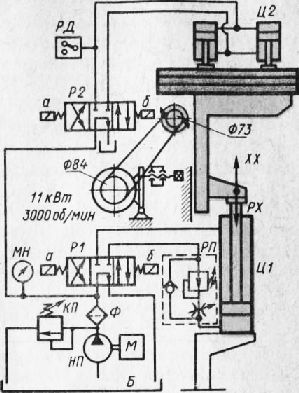
Рис. 2. Гидрокинематическая схема шипорезного станка для ящичных прямых шипов:
а, б — электромагниты, Б — бак, НП — насос пластинчатый, Ф — фильтр, КП — клапан предохранительный, МН — манометр, РП — регулятор потока, PI, Р2 — распределители, РД — реле давления, Ц1, Ц2 — гидроцилиндры, XX — холостой ход, РХ — рабочий ход
Настройка станков. Для обработки прямых ящичных шипов используют комплект из 25 фрез. В комплекте, закрепляемом на фрезерном валу, должны быть фрезы одинакового диаметра, шириной В, равной ширине вырабатываемой проушины. Отклонение ширины фр-ез допускается не более 0,03 мм. При обработке клиновых шипов применяют комплект из двух фрез с клиновыми зубьями. Зубья фрез должны иметь одинаковую высоту и идентичную форму. Не допускается устанавливать на шпиндель фрезы с выкрошенными или тупыми зубьями. Фрезы на пиноли должны быть надежно закреплены гайками. Перед заменой режущего инструмента необходимо установить переключатель на пульте управления в положение «Наладка». Это исключает возможность включения электродвигателя привода фрезерного вала. Для замены инструмента следует отвернуть специальную гайку опорного кронштейна, переместить его вдоль шпинделя и повернуть на 90°, обеспечив свободный доступ к инструменту с торца шпинделя. Новый инструмент устанавливают в следующем порядке. Боковые откидные болты, соединяющие прижим со столом, переводят в верхнее положение и надежно закрепляют за верхний кожух. Нажимая на кнопку «Пуск стола вниз», устанавливают стол в крайнее нижнее положение, после чего кожух с прижимами опрокидывают на 90°, обеспечивая свободный доступ к инструменту. Придерживая шпиндель гаечным ключом, отворачивают левую гайку крепления комплекта фрез. Комплект фрез для прямого ящичного шипа состоит из двух пинолей, соединяющихся между собой зубчатой муфтой. Сначала снимают левую пиноль с 12 фрезами, а затем правую с 13 фрезами. При смене инструмента следует соблюдать правила безопасности труда. Комплект фрез снимают и укладывают в специальный ящик для последующей транспортировки его в заточное отделение цеха. Обе фрезы для обработки клиновых шипов устанавливают в крайних положениях относительно шпинделя и боковых направляющих линеек через проставочные кольца и втулку. После установки инструмента закрепляют откидной кронштейн специальной гайкой. Кронштейн снабжен блокировкой, исключающей возможность включения приводного электродвигателя, поэтому следует обратить внимание на правильное взаимодействие кронштейна с блокирующим микровыключателем. Стол в исходное верхнее положение возвращают нажатием кнопки «Пуск стола вверх». Затем устанавливают в рабочее положение прижим. Боковые направляющие линейки настраивают в зависимости от ширины крайней проушины. Левую и правую линейки регулируют так, чтобы можно было обработать одновременно две парные заготовки с прямыми шипами. Наладка каждой линейки на необходимый размер от крайнего шипа осуществляется соответствующим винтом. Торцовый упор на требуемую длину шипа настраивают вращением винта с последующей фиксацией его контргайкой. Гидроприжимы крепят на столе двумя стойками и откидными винтами. Величина хода стола определяется положением микровыключателей, установленных на станине. Для проверки правильности их работы переводят станок переключателем режима работы в режим «Наладка» и отрабатывают движение стола вверх и вниз. Вращением рукоятки дросселя устанавливают необходимую скорость рабочего хода. Перед пуском станка включают эксгаустерную систему удаления стружек. Для повышения качества фрезерования шипов и предотвращения сколов при выходе резцов из древесины используют дополнительную опору — подкладной брусок или щит, на который устанавливают заготовку. При первом проходе на конце подкладного щита формируются шипы. Взаимодействующий постоянно с фрезами конец подкладного щита быстро изнашивается, поэтому его периодически следует переставлять или заменять новым. Работа на станках. Пуск станка в автоматическом цикле производится поочередным нажатием на кнопки включения электродвигателя фрезерного вала и гидронасоса. Станок обслуживает один рабочий. Он берет пачку дощечек, кладет ее на стол и выравнивает, прижимая к направляющей линейке и переднему торцовому упору. После нажатия кнопки «Цикл» дощечки прижимаются к столу автоматически действующим зажимом и стол совершает рабочий и обратный ход. В исходном положении детали. открепляются и станочник, перевернув их на 180°, вновь базирует их в станке для обработки шипов на другом конце при той же настройке станка. После второго прохода готовые детали складывают в штабель. Закончив обработку партии деталей, станочник приступает к зашиповке сопрягаемых дощечек, предварительно передвинув боковую направляющую линейку на толщину шипа или используя для этого вторую направляющую линейку. Чтобы избежать брака, поступающие на станок дощечки не должны иметь крыловатости, кривизны, неперпендикулярности торцов кромкам и пласти. В процессе обработки качество получаемых шипов контролируют инструментом или визуально путем пробной сборки шипового соединения парных деталей. Толщину шипа и ширину проушины измеряют штангенциркулем или другим мерительным инструментом в точках, расположенных на расстоянии 1/4 длины шипа от дна проушины и торцовой грани шипа. Проверяют все шипы и проушины данной детали. Реклама:Читать далее:Сверлильно-присадочные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|