|
|
Категория:
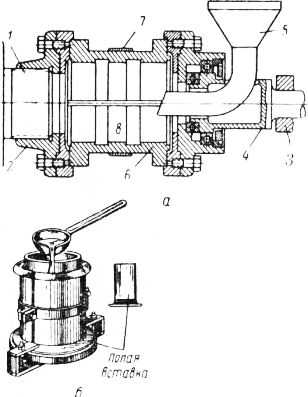
Ремонт оборудования предприятий молочной промышленности Далее: Сварка деталей при изломе Заливке, а точнее перезаливке, баббитами подлежат обычно вкладыши в разъемных подшипниках скольжения (например, в компрессорах при их ремонте). Перезаливку подшипников начинают с подготовки вкладышей к заливке. Для этого промывают их в керосине, очищают от загрязнений щетками и удаляют старый баббит, нагревая вкладыш с наружной стороны паяльной лампой или погружая в расплавленный баббит. Затем обезжиривают вкладыши в кипящем 10%-ном растворе каустической соды в течение 10—15 мин, промывают их горячей и холодной водой. После этого осуществляют травление в 50%-ном растворе соляной или 15%-ном растворе серной кислоты в течение 3—5 мин для удаления окисной пленки и образования шероховатости вкладыша для лучшего соединения с ним баббита. Травлению подлежат только новые и сильно загрязненные вкладыши. Остатки кислоты отмывают в 10%-ном растворе каустической соды в течение 2—3 мин и в горячей воде. Вкладыши лудят чистым оловом (при заливке оловяни-стым баббитом) или третником (1 часть олова и 2 части свинца), а также припоем ПОС-ЗО (при заливке свинцовистым баббитом). Лудят их «растиранием» или «в окунку». Перед лужением поверхность насыщают нашатырем. Температура облуживания подшипника 260— 280 °С. При подготовке баббита его плавят в чугунных тиглях на горне или паяльной лампой. При этом допускается Добавлять в свежий баббит до 40% отходов от старых подшипников. Для баббита марки Б83 принимают температуру заливки 410—420 °С, марок БМ, БМН, Б16— 450—460° С, Б К—480—500 °С. Во избежание окисления и угара баббита после расплавления его поверхность посыпают слоем древесного угля толщиной 20—30 мм. Для раскисления перед заливкой в расплавленный баббит добавляют нашатырь в количестве 0,5—1% от массы баббита и перемешивают. Перед заливкой вкладыши собирают в специальном приспособлении, стыки и масляные отверстия заделывают асбестом, после чего соединения уплотняют глиной и асбестом, а приспособление вместе с подшипником нагревают до температуры 150—200 °С. Затем с поверхности баббита снимают шлак, перемешивают и производят заливку непрерывной струей. После полного заполнения подшипника баббитом через 3—5 с его равномерно охлаждают сжатым воздухом или водой. Кроме ручной заливки применяют механическую (центробежную) заливку на токарном станке с помощью специального приспособления. Центробежную заливку обычно производят при серийном изготовлении подшипников. Качество заливки в этом случае значительно выше, чем при ручном способе, а потери баббита меньше. Качество заливки баббитами определяют наружным осмотром (баббит не должен иметь раковин, шлаковых включений, трещин и т.д.) и по звуку: при ударе молотком должен быть чистый металлический звук; дребезжащий звук свидетельствует о неплотном соединении баббита с подшипником или о наличии трещин. Затем производят механическую обработку вкладышей.
Рис. 1. Заливка подшипников баббитами: Реклама:Читать далее:Сварка деталей при изломеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|