|
|
Категория:
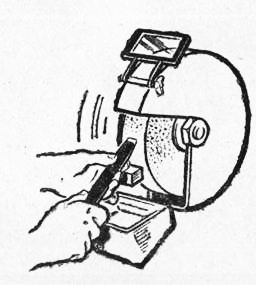
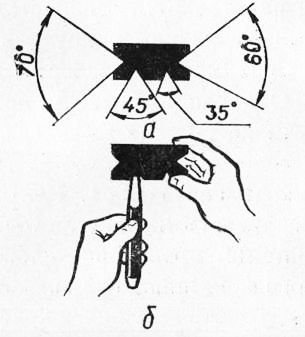
Заточка инструментов Заточка зубила. Инструмент устанавливают на подручник заточного станка и, слегка нажимая на него, медленно и плавно перемещают по всей ширине заточного круга. В процессе работы зубило следует переворачивать и затачивать то одну, то другую сторону, периодически охлаждая режущую часть в воде. Режущая кромка зубила после заточки должна иметь одинаковую ширину и наклон к оси с обеих сторон инструмента. Только в этом случае зубило будет заточено правильно. Для рубки чугуна и бронзы угол заточки, или заострения, зубила делают 70°, для стали средней твердости — 60°, меди и латуни — 45°, алюминия и цинка — 35°. Угол заострения проверяют по шаблону, представляющему собой пластинку с угловыми вырезами в 70°, 60°, 45°, 35° (рис. 2).
Рис. 1. Заточка зубила
Рис. 2. Шаблон (а) и проверка угла заточки зубила (б)
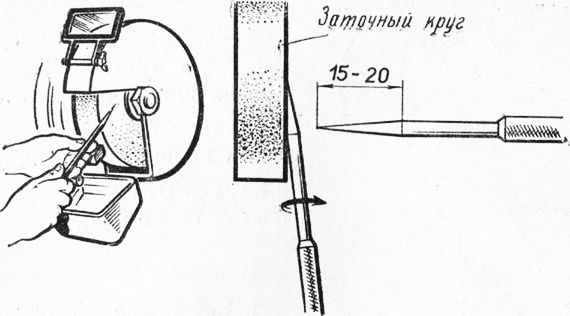
Рис. 3. Заточка чертилки
После заточки режущую кромку зубила заправляют на абразивном бруске, то есть снимают с нее неровности. Заточка чертилки. Сначала проверяют установку подручника. Если он расположен правильно, то есть зазор между ним и абразивным кругом не превышает 2—3 мм, можно приступать к работе. Включают электроточило, берут обеими руками чертилку и, опираясь левой рукой на подручник, прижимают рабочую часть инструмента к боковой поверхности заточного круга под небольшим углом к ней (рис. 2). Чтобы чертилка была заточена ровно и правильно, ее надо все время поворачивать вокруг своей оси. Заточка кернера. Отрегулировав зазор между подручником и заточным кругом, берут кернер обеими руками и, располагая левую руку на подручнике, устанавливают кернер под углом 30—40° к рабочей поверхности круга (рис. 3). Включив электроточило, прижимают к нему рабочую часть кернера и затачивают инструмент, поворачивая его вокруг своей оси. — С помощью заточки восстанавливают рабочую часть режущего инструмента, т. е. получают оптимальную форму, размеры и шероховатость его режущих кромок. Повторные операции заточки затупленного инструмента называют перетачиванием. Заточка резцов. Износ по задней поверхности определяется величиной, износ по передней поверхности — шириной В и глубиной Нл лунки. В зависимости от условий обработки износ твердого сплава может происходить только по передней или только по задней поверхности или по обеим поверхностям одновременно.
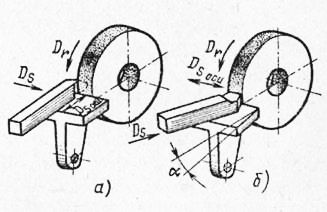
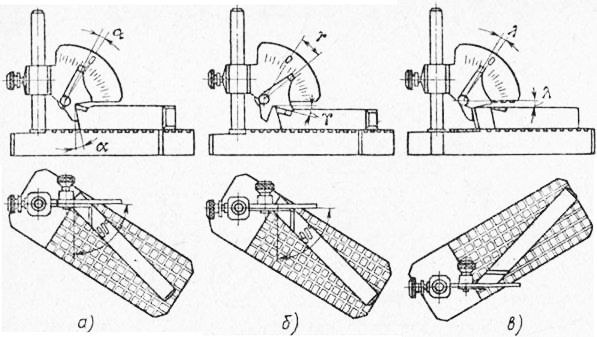
Рис. 4. Заточка резца на точильно-шлифовальном станке
Если износ резцов не превышает допустимой величины, то припуск на заточку составляет 0,6—0,9 мм. Заточку резцов производят на точильно-шлифоваль-ных станках (точилах), универсально-заточных станках и специальных резцезаточных станках. Установка резца на подручниках точила при заточке передней поверхности показана на рис. 4, а; при заточке главной задней поверхности — на рис. 4,б. При расчетах учитывают, является ли положительным или отрицательным угол Я и подставляют его в формулы соответственно со знаком плюс или минус. Последовательность операций заточки и доводки твердосплавного резца:
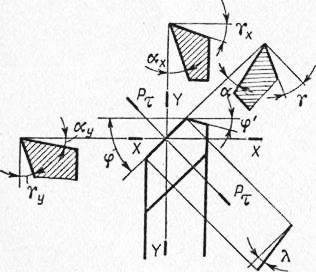
Рис. 5. Схема расчета установочных углов резца при заточке в трех-поворотных тисках на универсально-заточном станке
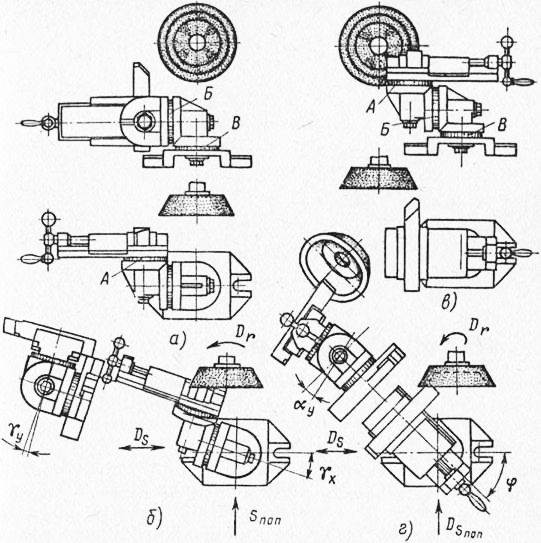
Рис. 6. Установка резца в трехповоротных тисках при заточке передней (а и б) и задней поверхности (в и г)
Рис. 7. Контроль углов резца угломером, размещенным на стойке
Рис. 8. Схема двухплоскостной заточки сверла
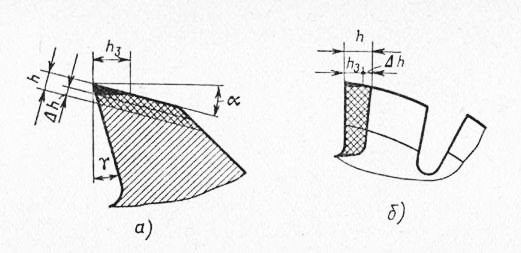
Рис. 9. Характер износа и величина стачивания при заточке незатылованной (а) и затылованной (б) фрезы
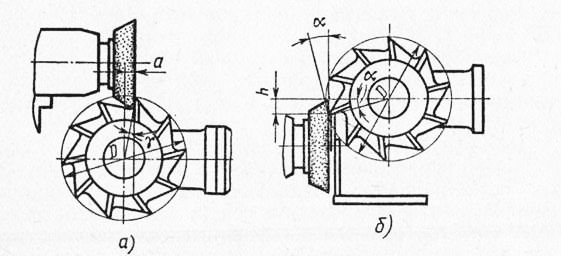
Рис. 10. Затачивание незатылованной фрезы по передней (о) и задней (б) поверхностям
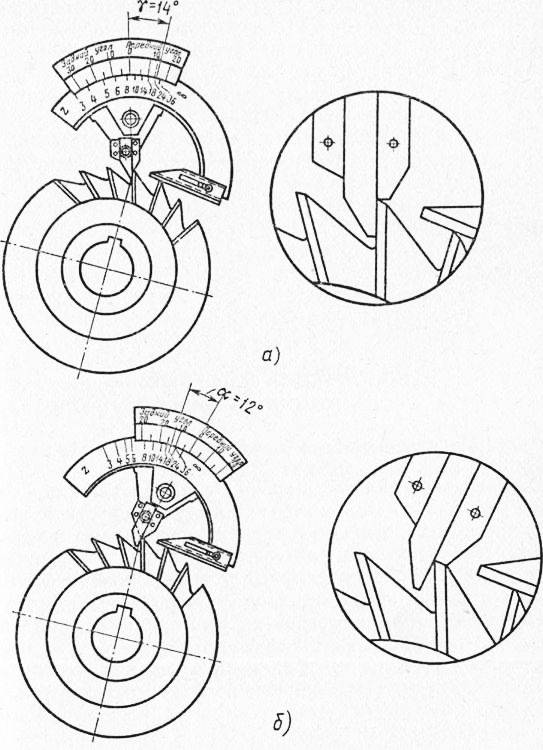
Рис. 11. Контроль передних (а) и задних (б) углов фрезы
Реклама:Читать далее:Плоскостная разметка по чертежу и обработка по разметкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|