|
|
Категория:
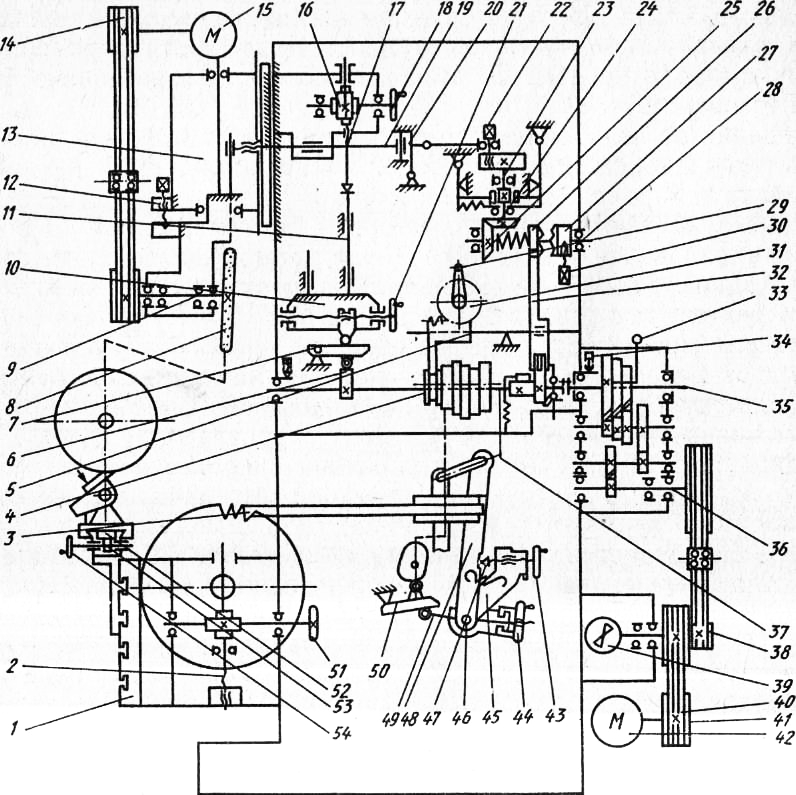
Деревообрабатывающие станки Своевременное восстановление требуемой остроты зубьев пил — одно из основных условий, позволяющих качественно, высокопроизводительно и с минимальными потерями режущего инструмента раскраивать пиловочное сырье и вырабатывать требуемую пилопродукцию. Режущие кромки пильного инструмента могут затупляться вследствие аварийного изнашивания кончиков зубьев или монотонного изнашивания материала инструмента. Аварийное изнашивание не следует понимать только как повреждение зубьев пилы в результате взаимодействия их при пилении с инородными телами, например гвоздями, осколками, камнями, внедрившимися в древесину или попавшими в ее полости (в частности, при транспортировании). Такое изнашивание часто возникает вследствие отгиба и последующего излома кончиков зубьев из-за несоответствия механических свойств материала и угловых параметров инструмента условиям резания. В ряде случаев аварийное изнашивание может возникнуть в результате некачественной заточки зубьев пил. Монотонное изнашивание дереворежущего инструмента происходит в результате механического истирания металла инструмента, а также теплового, окислительного, электрохимического и других процессов. Даже в самом остро заточенном и доведенном лезвии инструмента со снятыми механическим методом заусенцами на конце есть микроизломы. Острота лезвия может быть оценена радиусом окружности, вписанной в вершину угла заострения резца (между образующими его гранями и линией микроизлома). На практике пилы затачивают до момента исчезновения с коротких режущих граней и с боковых трехгранных углов зубьев белых блестящих точек, означающих места затупления и отполированных вследствие трения о древесину. Режущие кромки зубьев пил с высокой степенью остроты и без заусенцев можно получать лишь при правильной заточке с последующей доводкой (подшлифовкой). Острота заточенного лезвия зависит от поперечных усилий, возникающих при заточке вершины зуба (а значит, и от толщины снимаемого слоя металла), размера и остроты зерен круга, угла заострения лезвия и качества металла. Таким образом, чем меньше толщина снимаемого слоя металла с зуба пилы, чем тверже металл пилы; чем более плавно (без рывков и вибраций) работает заточный станок, тем острее получаются режущие кромки зубьев. Заточку выполняют шлифовальными кругами. От их выбора во многом зависит качество заточки инструмента. На поверхность каждого шлифовального круга несмываемой краской наносят маркировку, которая включает в себя название завода-изготови-теля, характеристику шлифовального круга, его форму и допускаемую рабочую скорость, м/с. Наиболее распространенные шлифовальные материалы — это электрокорунд, карбид кремния, карбид бора, алмаз. Для заточки стальных пил используют в основном белый электрокорунд 25А, 24А, 23А, 22А или нормальный электрокорунд 16А, 15А, 14А, 13А, 12А. Карбид кремния, карбид бора и алмаз применяют в основном для заточки твердосплавных инструментов. Алмазы используют и для изготовления алмазно-металлических карандашей, применяемых для правки шлифовальных кругов. Зернистость круга характеризуется размерами абразивных зерен в поперечнике. Согласно ГОСТ 3647—80, абразивные материалы по зернистости подразделяют на четыре группы: шлифзер-но, шлифпорошки, микропорошки и тонкие микропорошки. В зависимости от размеров зерен установлено 28 номеров зернистости. Для первых двух групп номера зернистости приблизительно соответствуют размерам зерен в сотых долях миллиметра, а для третьей и четвертой групп — размерам наибольших зерен в микрометрах (в последних случаях перед номером зернистости ставят букву М). Чем мельче зерна, тем большее количество их участвует в процессе резания, тем чище получается поверхность, однако продолжительность процесса шлифования увеличивается. Пилы с шероховатостью режущих граней Ra 2,5… 1,25 затачивают кругами зернистостью 16…25. Для формирования шлифовального круга абразивные зерна связывают между собой цементирующим веществом — связкой. Применяют керамические К, бакелитовые Б и вулканитовые В связки. Твердость — одна из основных характеристик круга. Под твердостью понимается сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под действием внешних сил. Согласно ГОСТ 19202—80 установлена следующая шкала степеней твердости абразивного инструмента: мягкий (Ml, М2, МЗ), среднемягкий (СМ1, СМ2), средний (CI, С2), среднетвер-дый (СТ1, СТ2, СТЗ), твердый (Tl, Т2). В обозначении твердости больший цифровой индекс соответствует большей твердости. При правильной работе круги самозатачиваются, т. е. абразивные зерна по мере затупления выпадают, а вместо них вступают в работу новые. Чтобы не исказить профиль затачиваемого инструмента, зерна круга не должны осыпаться преждевременно, а связка — прочно удерживать зерна до тех пор, пока они не затупятся. Твердость круга выбирают в зависимости от условий заточки и материала связки. При заточке пил кругами на керамической связке твердость должна составлять С1, а на бакелитовой — СТ1, СТ2. Структура кругов характеризуется процентным содержанием шлифовальных зерен, связки и пор в единице объема круга. Структуру шлифовального круга обозначают номером. Различают плотные, средние, открытые структуры (до № 12 включительно). Изготовляют круги и с более высокими номерами структур — их называют высокопористыми. Они дают меньше прижо-гов и создают лучшие условия для удаления стружки. Зернистость высокопористых кругов может быть на 1…2 номера мельче, что повышает чистоту заточки инструмента. Для заточки стальных пил в основном применяют шлифовальные круги со структурой 8…9. Форму и основные размеры шлифовальных кругов выбирают по ГОСТ 2424—83*. Стальные пилы затачивают кругами формы ЗП или ПП. Отечественная промышленность выпускает и вновь осваивает выпуск целого ряда станков и полуавтоматов для заточки пил. Из них на крупных предприятиях экономически целесообразно использовать высокопроизводительные специализированные полуавтоматы следующих моделей: для рамных пил (включая тарные) — ТчПР-4, для широких ленточных — ТчЛ35-2, для круглых стальных пил диаметром до 2200 мм — ТчПК22-2. Кроме специализированных полуавтоматов отечественная промышленность выпускает крупносерийно универсально-заточные станки ТчПА-6 и ТчПА-7. Универсальный станок ТчПА-7 (рис. 11) предназначен для заточки пил вертикальных тарных лесопильных рам и ленточных делительных станков, а также круглых пил диаметром 100… 1250 мм и плоских ножей длиной до 640 мм. Станок представляет прямоугольный параллелепипед, состоящий из станины и головки. Станина — это жесткая литая двухсекционная коробка, в центре нижней секции которой смонтирован стол для установки приспособлений с затачиваемым инструментом. На передней и правой стенке станины размещен механизм подачи пилы с собачкой, на задней стенке — передачи: привода вентилятора отсоса абразивной пыли и кулачкового вала. Внутри станины в нише размещено электрооборудование станка.
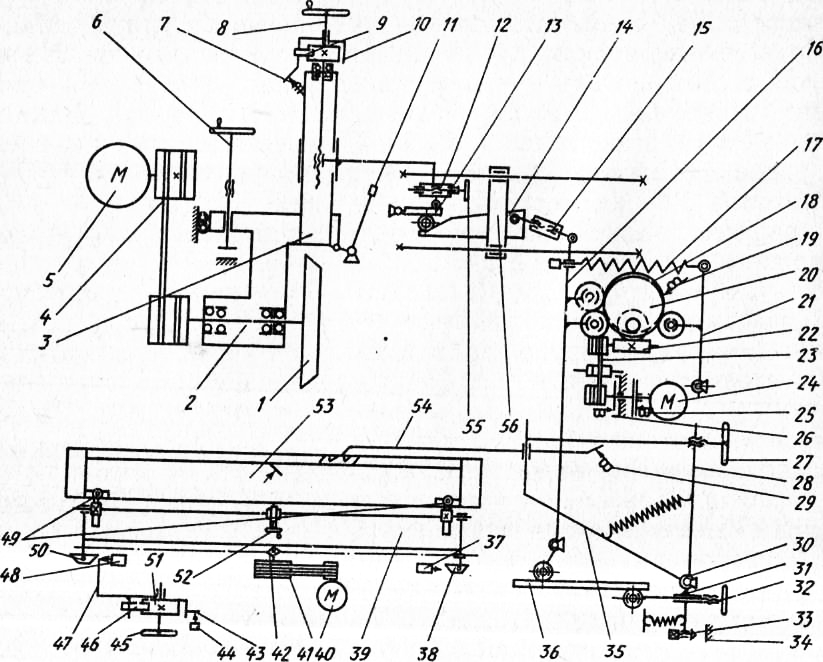
Рис. 1. Кинематическая схема станка ТчПА-7: Головка представляет собой жесткую литую коробку, установленную на станине. Она может поворачиваться относительно станины с помощью винтового механизма при настройке станка на передний угол затачиваемой пилы. На передней стенке головки установлен шлифовальный суппорт 13. Внутри головки размещены все основные механизмы привода станка. Зубья пил затачиваются абразивным кругом в результате сочетания движений шлифовального суппорта и подачи обрабатываемого инструмента. При заточке ножей шлифовальный суппорт жестко фиксируют, а обрабатываемый инструмент перемещают маховичком относительно абразивного круга с помощью зубчатой передачи 52—53. Вращение от электродвигателя привода механизма резания передается клиноременной передачей на шпиндель и шлифовальный круг, а от электродвигателя привода механизма подачи пилы и шлифовального суппорта — клиноременной передачей на вал вентилятора и далее клиноременной передачей на входной вал трехступенчатого редуктора. С выходного вала редуктора вращение передается на кулачковый вал. Вертикальное возвратно-поступательное движение суппорта задается от кулачка. При этом движение передается через рычаг, колодку с регулируемым роликом, штангу и винт. Положение суппорта по высоте определяется винтом. Последний при регулировании положения суппорта перемещается внутри ведомой шестерни косозубой передачи. Положение суппорта регулируется маховичком. Амплитуда качания суппорта определяется положением подвижного ролика колодки относительно оси рычага и регулируется маховичком. Подача пилы на один зуб осуществляется от того или другого кулачка блока, установленного на кулачковом валу. Кулачок, соответствующий заданному профилю зуба пилы, переключается рукояткой с помощью шестерни и рейки. Заданный кулачок блока воздействует на рычаг и регулируемый винт с роликом на конце. Направляющий корпус винта поворачивается вместе с валом, на конце которого закреплен коренной рычаг. На этом же конце вала установлен шарнирный рычаг, подвижно соединенный с колодкой собачки. Положение собачки относительно зуба пилы и шлифовального круга регулируется маховичком с помощью винта. Амплитуда качания собачки определяется положением ролика винта относительно оси рычага и регулируется маховичком. При косой заточке пил полумуфта, передающая крутящий момент только в одну сторону, закрепляется на промежуточном валу винтом. Кривошипный палец из нейтрального положения, соосного валу, ставится на заданном расстоянии от центра кривошипа и закрепляется. Таким образом устанавливается необходимый угол поворота шлифовального круга при косой заточке пил (от 0 до 45° через 5°). В случае прямой заточки палец устанавливается в нейтральное положение, а винт вывинчивается из полумуфты и завинчивается в кронштейн, фиксируя шлифовальную головку. При косой заточке шлифовальная головка поворачивается от кулачка на валу рычага с зубчатым сектором на верхнем конце и роликом на нижнем. Сектор рычага входит в зацепление с зубчатым колесом. Последнее с помощью торцовых зубьев передает крутящий момент на полумуфту, вал, конические шестерни и вал с кривошипом. С кривошипного пальца движение передается тяге с качающейся вилкой на тягу, соединенную со шлифовальной головкой. За один оборот кулачкового вала кривошипный палец поворачивается на 180°, а шлифовальная головка разворачивается в одну сторону, за второй оборот головка разворачивается в другую сторону. Затачиваемый инструмент устанавливают с помощью приспособлений, которые закрепляют в том или другом Т-образном пазу стола. Установку пилы или ножа регулируют по высоте поворотом маховичка. Вращение передается ведомой косозубой шестерне-гайке, перемещающейся вместе со столом относительно винта. Пыль отсасывается из зоны заточки с помощью вентилятора. Станок подготовляют к работе и затачивают на нем пилы в такой последовательности. Рукояткой на правой боковой стенке головки поднимают суппорт в крайнее верхнее положение. Пользуясь таблицей настройки, рукояткой устанавливают сменный кулачок подачи, соответствующий профилю затачиваемой пилы. Для этого предварительно приподнимают за маховичок винт и поворачивают рукоятку в положение согласно таблице. С помощью винта устанавливают опорную колодку прижимного устройства соответственно толщине затачиваемой пилы. На шпиндель станка ставят круг требуемой характеристики, отбалансированный вместе с зажимными фланцами. С помощью винтов на столе станка крепят приспособление для заточки пилы. Ось приспособления для заточки круглых пил должна быть в одной вертикальной плоскости с осью кулачкового вала. Затачиваемую пилу устанавливают на соответствующее приспособление. Вращением маховичка пилу поднимают до положения, при котором линия впадин зубьев размещается на 1…3 мм выше верхней плоскости губок прижимного устройства. В момент установки пилы прижимный рычаг откидывают, а по завершении настроечного перемещения пилы его ставят в рабочее положение. Маховичком на левой стенке станины поворачивают головку станка на угол, равный переднему углу затачиваемой пилы, и фиксируют ее в этом положении винтами. Маховичком механизма подачи устанавливают шаг затачиваемой пилы. Высоту затачиваемого зуба пилы регулируют маховичком. С помощью маховичка суппорт выводят в крайнее верхнее положение. Кнопкой «Пуск» включают станок. Рукояткой устанавливают требуемую производительность станка в зубьях в минуту, рукояткой на правой боковой стенке головки опускают шлифовальный суппорт. Маховичком постепенно опускают шлифовальный Круг. Одновременно маховичком добиваются такого положения собачки, при котором круг входит в межзубовую впадину. Регулированием винта торец круга приводят в соприкосновение с передней гранью зуба затачиваемой пилы. Вращением маховичка добиваются положения, при котором фаска круга касается задней грани зуба пилы. С помощью маховичков задают требуемую поперечную величину съема металла по передней и задней граням зубьев пилы. При настройке на косую заточку зубьев откидывают щиток, закрывающий рычаг, вывинчивают стопорный винт из кронштейна и завинчивают его в полумуфту. Палец устанавливают на кривошипе в положение для получения требуемого угла косой заточки. В процессе заточки круг правят алмазным карандашом, придавая ему форму впадины зуба пилы. Специализированный полуавтомат ТчПР-4 предназначен для заточки пил вертикальных и тарных лесопильных рам и состоит из станины, секции привода, шлифовальной головки, командоаппарата, каретки, электрошкафа. Станина представляет собой жесткую коробку, на передней стенке которой установлен командоаппарат, управляющий циклом работы станка, а в верхней передней части — направляющая линейка для каретки с затачиваемой пилой. В передней верхней части секции привода закреплен узел шлифовальной головки. Внутри секции размещены основные механизмы полуавтомата, приводящие в возвратно-поступательное движение суппорт шлифовальной головки и пилу. Полуавтомат работает следующим образом. От электродвигателя через клиноременную передачу вращение передается на шпиндель и далее на шлифовальный круг. Поперечная подача шлифовального круга осуществляется либо вручную — вращением винта, установленного внутри полого штока суппорта, либо от электромагнита после нажатия кареткой в конце ее обратного хода на конечный выключатель. При этом храповой механизм вращает винт. Угол его поворота и ход суппорта задаются по шкале поперечной подачи ограничителем. Быстро поднять суппорт шлифовальной головки вручную можно с помощью рычага. Передняя грань зуба пилы затачивается при опускании под Действием силы тяжести суппорта шлифовальной головки, а задняя грань — в результате двух движений: подачи пилы собачкой и одновременного подъема суппорта шлифовальной головки. Суппорт и подающая собачка приводятся в движение следующим образом. От электродвигателя вращение передается через электромагнитную муфту сцепления, клиноременную передачу на входной вал червячного редуктора. На выходном валу редуктора установлен эксцентрик, который, воздействуя на рычаг и талрепную муфту, приводит в движение ползун с установленным на нем копиром. Копир возвращается в исходное положение пружиной через рычаг, контактирующий с эксцентриком. Благодаря этому эксцентриковый механизм работает плавно.
Рис. 2. Кинематическая схема полуавтомата ТчПР-4: Суппорт шлифовальной головки поднимается рычагом, ролик которого контактирует с копиром. Амплитуда качания суппорта определяется положением подвижного ролика колодки относительно оси рычага и регулируется маховичком. Винт настраивается на нижнюю точку опускания суппорта шлифовальной головки, стабилизируя съем металла во впадине зубьев пилы. Шлифовальная головка может настраиваться на передний угол зубьев пилы с помощью винтового механизма и фиксироваться двумя гайками относительно корпуса секции привода. Пила подается от рычага, приводящего в качательное движение промежуточный рычаг и регулируемый винт с роликом на конце. Корпус винта поворачивается вместе с валом, на конце которого закреплен коренной рычаг. На этом же конце вала базируется шарнирный рычаг, на котором установлена подающая собачка. Ее положение относительно зуба пилы определяет съем металла при заточке по передней грани и регулируется маховичком. Амплитуда качания собачки, выбираемая в соответствии с шагом зубьев пилы, регулируется положением ролика винта относительно оси рычага. Винт настраивают (на заводе-изготовителе) на контакт (без перегрузки) подающего рычага собачки с упором, что стабилизирует съем металла с передних граней зубьев пилы. В процессе подачи пила тормозится с помощью подпружиненного прижима с откидным упором. До заточки пилу устанавливают на каретке и фиксируют зажимными винтами. По высоте рабочей зоны пилу регулируют маховичком, приводящим в движение червячную пару, валик с шестернями, зубчатые рейки с закрепленными на концах винтами. Для возврата каретки с пилой в исходное положение после одного цикла заточки всех зубьев в нижней части каретки закреплена втулочно-роликовая цепь. В зацеплении с ней находится звездочка, приводимая во вращение от электродвигателя через клиноременную передачу. Команда на включение электродвигателя поступает после нажатия упора каретки на конечный выключатель. Предварительно сигнал поступает на электромагнит, выводящий собачку из зацепления с зубьями пилы. Одновременно поступает команда на электромагнит, включающий торцовую муфту эксцентрика, перемещающего с помощью рычага суппорт шлифовальной головки в крайнее верхнее положение. Далее отключается электромагнитная муфта сцепления и включается муфта торможения электродвигателя. Рабочие механизмы полуавтомата останавливаются, а каретка с пилой возвращается в исходное (крайнее правое) положение, нажимает упором на конечный выключатель, после чего цикл заточки повторяется. Число повторяющихся циклов заточки пилы (число проходов при заточке) оценивается по степени ее затупления визуально и задается на командоаппарате поворотом маховичка, смещающего упор по отношению к конечному выключателю. При каждом проходе пилы упор нажимает на рычаг. При этом собачка поворачивает храповое колесо, а вместе с ним и Упор на определенный угол. После выполнения заданного (по лимбу на командоаппарате) числа проходов упор нажимает на конечный выключатель и станок останавливается. Принципы настройки полуавтомата ТчПР-4 на заточку пил близки к рассмотренным приемам подготовки к работе станка ТчПА-7, за исключением особенностей эксплуатации автоматической каретки. На заточку пил различной длины рекомендуется настраивать каретки в следующем порядке. Пилу устанавливают и фиксируют на каретке (по горизонтали) так, чтобы передняя грань последнего (правого) затачиваемого зуба упиралась в выступ на откидной упорной планке (предварительно пилу регулируют по высоте). Каретка перемещается вправо и ее штырь-фиксатор входит в захват заднего (правого!) | стопора, установленного на направляющей линейке. Рукояткой расфиксируют задний стопор относительно направляющей линейки. Каретку вместе с задним стопором ставят в такое положение, чтобы впадина первого (слева) затачиваемого зуба пилы находилась точно под шлифовальным кругом. В этом положении (с помощью торцового ключа) левый нижний упор каретки регулируют и фиксируют так, чтобы он нажимал на ролик левого нижнего рычага, связанного с выключателем. При этом рычаг должен быть горизонтальным. После фиксации левого нижнего упора задний стопор каретки жестко фиксируется рукояткой на направляющей линейке. Каретка, перемещаясь влево, выводится из зацепления с задним стопором. С помощью торцового ключа правый нижний упор на каретке регулируется и фиксируется так, чтобы он при заточке передней грани последнего (правого) зуба нажимал на ролик правого нижнего рычага, связанного с выключателем. При этом рычаг должен быть горизонтальным. В случае небольших изменений в длине затачиваемых пил правый упор на каретке регулируют только один раз и в дальнейшем проверяют только надежность фиксации его так же, как и регулируемого правого стопора на направляющей линейке. Причины возможных дефектов заточки пил и методы их устранения в основном одинаковые у всех заточных станков. Качество заточки пил характеризуется точностью (в пределах допуска) угловой геометрии зубьев, их одношаговостью и одновы-сотностью (положением вершин на одной прямой или окружности), микрогеометрией-—отсутствием крупных заусенец, шероховатостью заточенных граней, остротой режущих кромок, отсутствием трещин и структурных изменений. Передний угол зубьев пил на всех заточных станках получается путем наклона шлифовальной головки на заданный угол. Для круглых пил цифровые значения на шкале наклона шлифовальной головки соответствуют переднему углу заточки лишь при положении, когда ось пилодержателя находится на одной вертикали с центром распределительного вала. Смещение приспособления для установки круглых пил может вызвать искажение переднего угла и, следовательно, искажение геометрии зубьев. Причинами искажения переднего угла могут быть снижение жесткости шлифовальной головки вследствие изнашивания или разрегулирования суппорта, шлифовального шпинделя, механизма прижима пилы, а также несоблюдение режимов заточки и установка на шпиндель более мягкого круга. В результате на торце круга со стороны передней грани образуется быстро увеличивающаяся фаска, равная высоте передней грани зуба пилы. Если не удается повысить жесткость шлифовальной головки и механизма прижима или нет круга более высокой твердости, то дополнительно наклоняют шлифовальную головку так, чтобы образовавшаяся фаска была параллельна передней грани. Подачу по передней грани уменьшают. Подающую собачку устанавливают в такое положение, при котором круг касается передней грани лишь войдя во впадину зуба. Часто искажение переднего угла зубьев пил возникает в результате снижения рабочей скорости шлифования сильно изношенного круга, которое вызывается несвоевременной перестановкой клинового ремня для повышения частоты вращения шпинделя. В ряде случаев одновременно с изменением переднего угла искажается прямолинейность передней грани зуба пилы. Причиной этого также может быть снижение жесткости шлифовальной головки, механизма прижима или усилия прижима пилы рычажным механизмом. Снижение жесткости шлифовальной головки часто возникает из-за плохого выбора зазора в направляющих. В этом случае шлифовальная головка при опускании врезается в переднюю грань зуба пилы, после чего ее отжимает в сторону поперечная составляющая силы резания. Причиной уменьшения заднего угла зуба пилы может служить увеличение наклона шлифовальной головки для компенсации изнашивания мягкого круга. Задняя грань зуба пилы при заточке формируется за счет сочетания двух движений: подачи пилы и подъема шлифовальной головки. При большем ходе собачки (перебеге) с помощью дифференциального винта увеличивается горизонтальная составляющая перемещения пилы и уменьшается задний угол. То же самое происходит и при уменьшении регулировочным винтом амплитуды качания шлифовальной головки. Форма задней грани может искажаться при плохом смазывании и неточном регулировании направляющих шлифовальной головки. Несоблюдение настройки станка на толщину затачиваемой пилы может привести к односторонней косой заточке по задней грани, что вызывает (в случае плющения) несимметричность уширения зубьев. При большой разношаговости появляется разновысотность и не рекомендуется подавать пилу во второй или третий от круга зуб. В случае подачи пилы в затачиваемый зуб разновысотность режущих кромок постепенно устраняется. Разновысотность зубьев у пил с косой заточкой возникает по двум основным причинам. Первая состоит в том, что не перенастроена опорная площадка при изменении толщины затачиваемой пилы, вторая связана с неперпендикулярностью опорной поверхности подающей собачки и диска пилы. Равномерный съем металла у зубьев пил с косой заточкой происходит лишь при положении оси поворота круга на продолжении условной средней (по толщине) плоскости диска. При неперпендикулярности подающей собачки плоскости диска пилы собачка, работая двумя различными точками, подает пилу под круг на разную величину. Необходимо следить, чтобы собачка касалась пилы только рабочей кромкой, перекрывая зуб пилы по толщине. Для регулирования положения собачки целесообразно в направляющей коробке на расстоянии 8… 10 мм от ее левого края устанавливать упорный винт с контргайкой. Он должен ограничивать заход собачки на впадину. Винт настраивают так, чтобы подающий стержень собачки не опирался своей задней гранью на корпус затачиваемой пилы. Подающая собачка должна быть перпендикулярна полотну пилы. Этого добиваются следующим образом: отключают привод распределительного вала, с помощью рукоятки подъема и подающего винта шлифовальную головку опускают в крайнее нижнее положение, подающий рычаг с собачкой плавно вручную подводят к правому торцу вращающегося шлифовального круга. После сошли-фовки небольшого слоя металла вдоль всей рабочей грани подающая собачка пригодна для заточки пил с боковой геометрией зуба. Реклама:Читать далее:Наплавка зубьев пил износостойким сплавомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|