|
|
Категория:
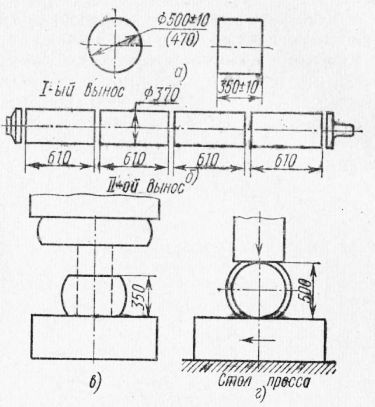
Ковка на молотах и прессах Поковки для указанных дея талей изготовляют осадкой заготовок в торец. Поковки крупных деталей изготовляют на прессе из слитка, рассчитанного на одну или несколько поковок. Они могут быть откованы как с отверстием, так и без него. На рис. 2, а—г показаны переходы при ковке поковки зубчатого колеса из. стали 40ХН. Слиток массой 3500 кг рассчитан на четыре поковки. Ковку выполняют на прессе усилием 25 МН (2500 тс) с манипулятором. В I выносе слиток бнллетируют и протягивают на диаметр 370 мм и разрубают на четыре заготовки.
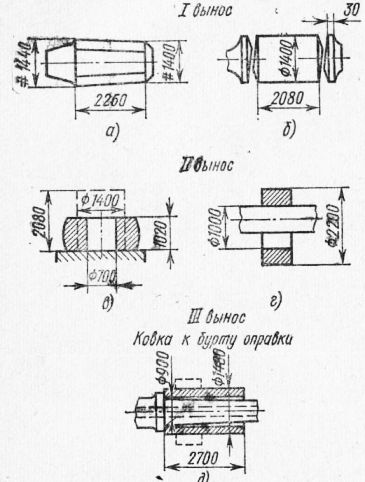
Рис. 1. Типовой процесс изготовления на прессе поковки барабана:
Рис. 2. Переходы изготовления поковки зубчатого колеса:
Рис. 3. Переходы изготовления поковки диска подпятника: Кроме указанных применяют и другие варианты изготовления подобных поковок, например турбинных дисков. Особенности технологии изготовления этой группы поковок связаны главным образом с обеспечением высокой степени проработки структуры металла и возможно более полным удалением остатков ликвационной (химическая неоднородность) зоны слитков из сердцевины поковок. Так, в некоторых случаях после осадки и прошивки заготовку протягивают на оправке, повторно осаживают, при этом диаметр отверстия значительно уменьшается, после чего заготовку прошивают вторично и отделывают окончательно. Реклама:Читать далее:Виды, условия применения и преимущества фасонной ковкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|