|
|
Категория:
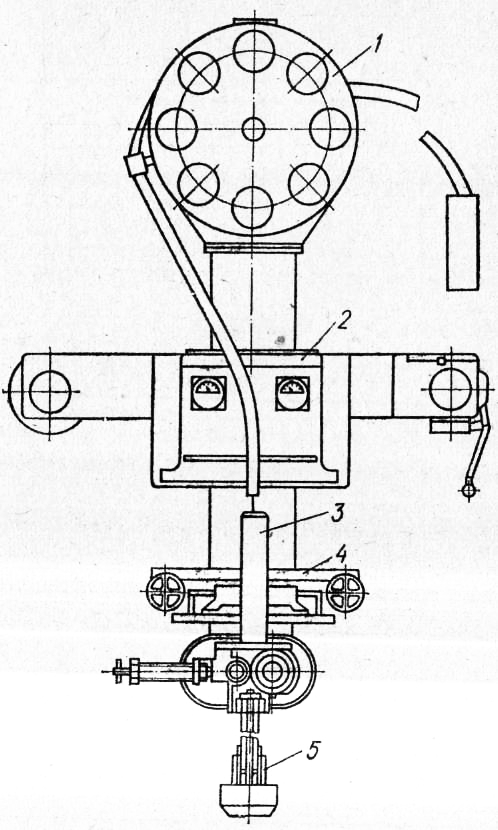
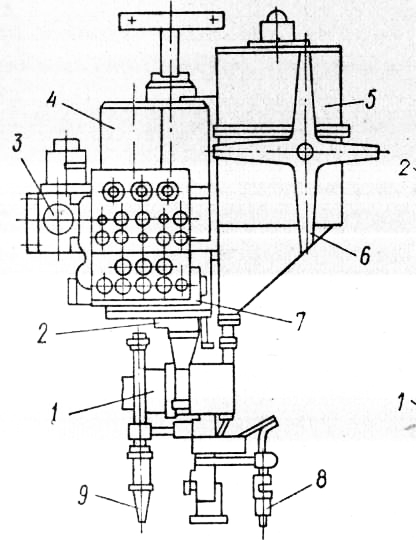
Сварка металлов Автоматы для дуговой сварки плавящимся электродом осуществляют в процессе работы несколько функций: зажигание дуги, подачу электродной проволоки, флюса или защитного газа в зону дуги, поддержание заданного режима сварки, перемещение сварочного аппарата и прекращение процесса сварки. Автоматы должны быстро и точно реагировать на различные внешние воздействия: колебания напряжения сети, изменение скорости подачи электродной проволоки и т. п. Общий вид автомата показан на рис. 1. Основным элементом сварочного автомата является сварочная головка, осуществляющая подачу электродной проволоки и поддержание заданного режима сварки. К сварочным тракторам относятся переносные сварочные автоматы с самоходной тележкой, которая перемещает автоматы вдоль свариваемых кромок по поверхности свариваемого изделия или по переносному пути. Автоматы для дуговой сварки можно классифицировать по следующим признакам;
Рис. 1. Сварочный автомат для дуговой сварки А-874 С: Кроме того, автоматы можно подразделить на следующие группы: одно-двух- и многоэлектродные; одно-, двух, и многодуговые. Самоходные автоматы для дуговой сварки плавящимся электродом изготовляются по ГОСТ 8213—75. В новых моделях автоматов применяют следующие условные обозначения: условные буквы — АД (автомат для дуговой сварки; способ защиты дуги (Ф — флюс, Г — защитный газ, ФГ — универсальный); номинальный сварочный ток, 102 А; номер модели, климатическое исполнение по ГОСТ 15150—69. В соответствии с ГОСТ 8213—75 автоматы на номинальный сварочный ток 315, 500 и 630 А изготовляются на напряжение 220 и 380 В (питающая сеть 50 Гц), на ток 1000 и 1600 А — на напряжение 380 В. Автоматы для дуговой сварки под флюсом При сварке под флюсом электрическая дуга горит между электродом и изделием под слоем флюса. Вследствие небольшого расстояния между мундштуком и свариваемым изделием возможно применение большого сварочного тока при. малом сечении электродной проволоки. Повышение сварочного тока увеличивает глубину проплавления и улучшает качество сварного шва. Тракторы для дуговой сварки под флюсом. Общие виды сварочных тракторов ТС-17М и АДС-1000-4 показаны на рис. 2 и 3, электрическая схема трактора АДС-1000-4 — на рис. 4. Самоходные и подвесные головки для дуговой сварки под флюсом. Автомат АБСК предназначен для сварки под флюсом стыковых, угловых и нахлесточных соединений, продольных и кольцевых швов. Скорость подачи электродной проволоки не зависит от напряжения дуги. Регулирование скоростей сварки и подачи электродной проволоки ступенчатое за счет сменных шестерен.
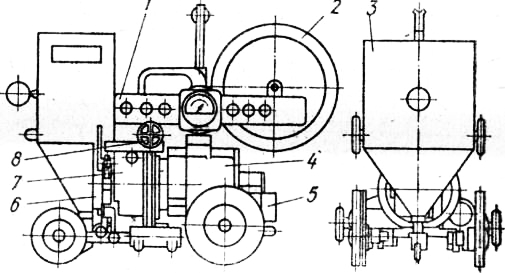
Рис. 2. Сварочный трактор ТС-17М:
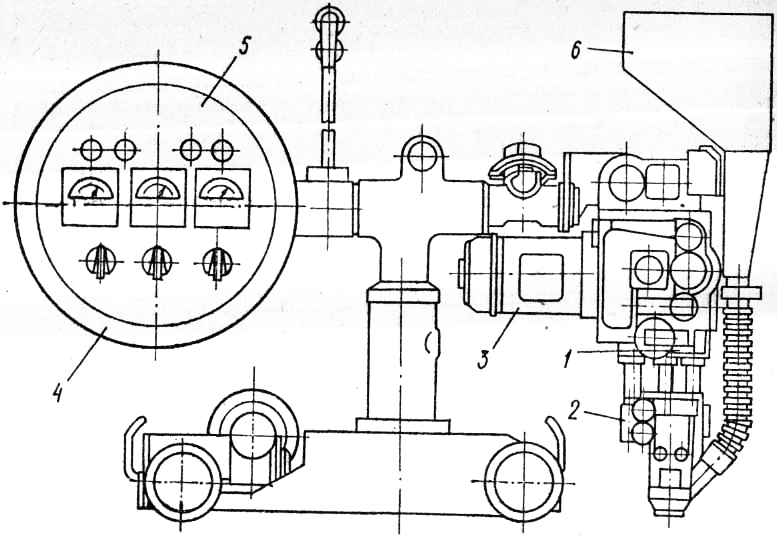
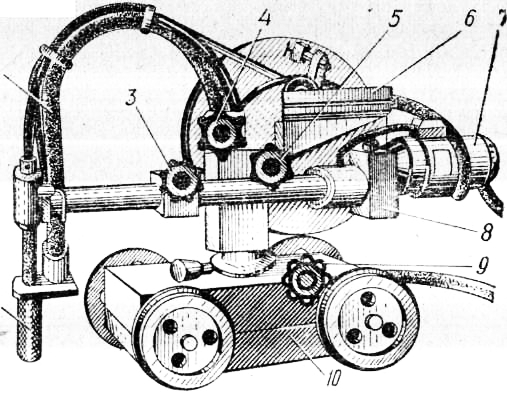
Рис. 3. Сварочный трактор АДС-1000-4:
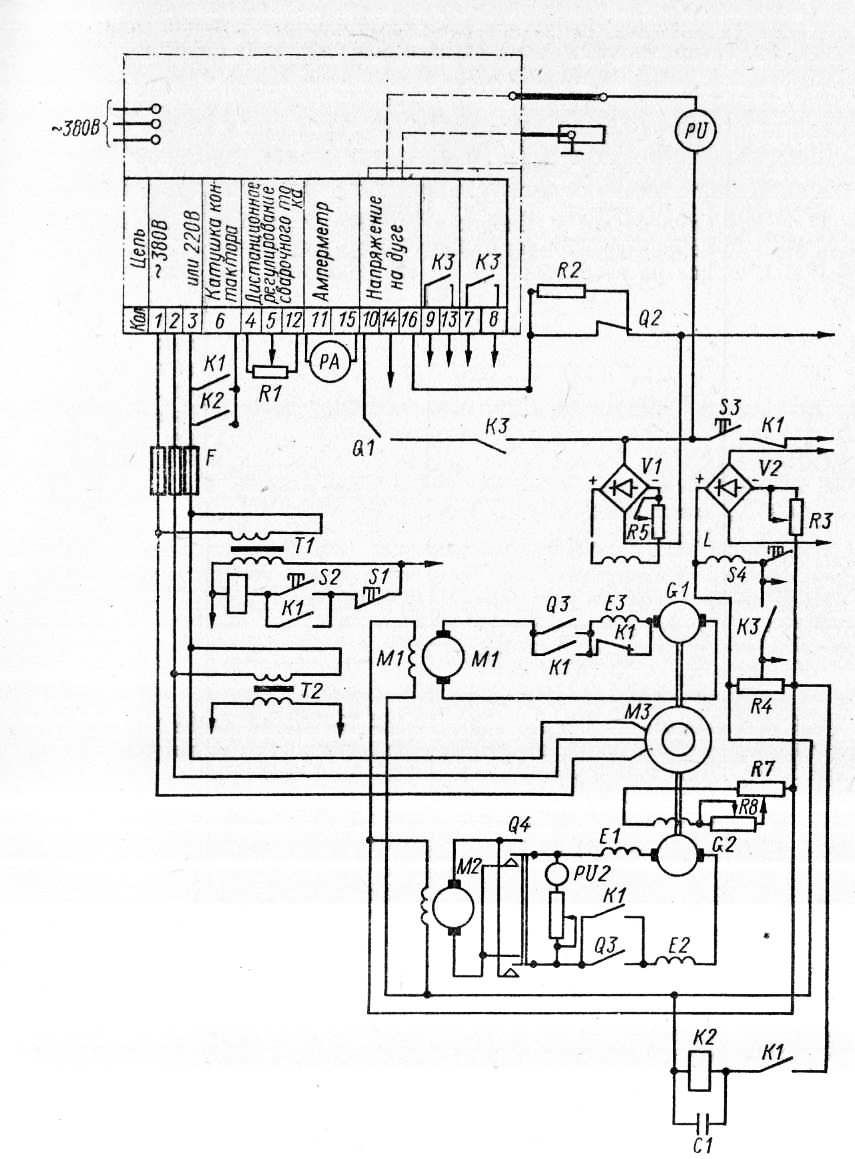
Рис. 4. Электрическая принципиальная схема сварочного трактора АДС-1000-4:
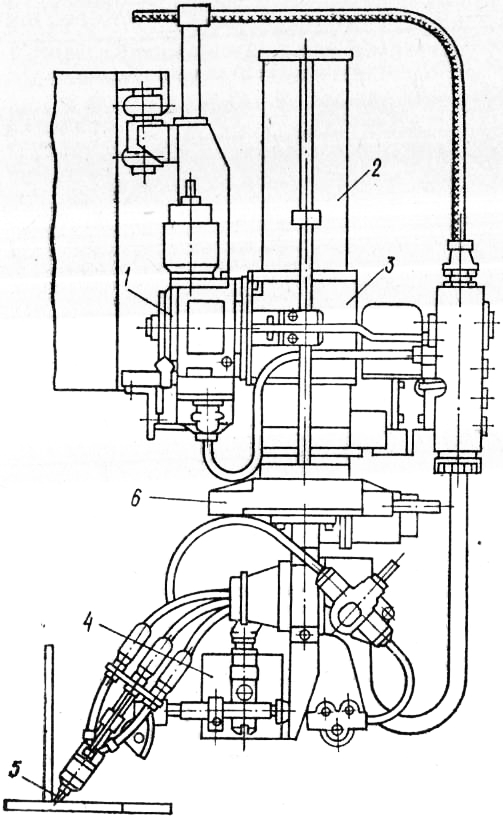
Рис. 5. Сварочный автомат А-1401:
Рис. 6. Сварочный трактор АДПГ-500: У автоматов А-1401 и А-141Э регулирование скоростей сварки и подачи электродной проволоки — плавное; у автоматов А-1416 и А-1419 регулирование скоростей — ступенчатое. Автоматы для дуговой сварки в защитных газах Самоходные и подвесные головки для дуговой сварки в защитных газах. Регулирование скорости подачи электродной проволоки у автоматов А-1411П и А-1417 плавное, у автомата А-1418 — ступенчатое; регулирование скорости сварки у автоматов А-1411П и А-1418 — ступенчатое, у автома та А-1417 — плавное.
Рис. 7. Сварочный автомат А-1411П: Автомат А-1411П оснащен копирным устройством для слежения за швом в двух плоскостях и следящей головкой для автоматического поиска начала шва. Управление автоматом — дистанционное.
Рис. 8. Сварочный автомат А-639:
Рис. 9. Сварочный трактор ДТС-38 Реклама:Читать далее:Оборудование для электрошлаковой сваркиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|


|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|